Conveyor Skirting vs Fugitive Material
Richard P. Stahura
Director of Research and Development, Conveyor Products,
Martin Engineering Co.USA.Acknowledgements : The Bionic Research Institute, Chute Design Conference 1991
Conveyor skirting shapes and guides the product onto the moving belt. How the skirt section is designed determines, for the most part, whether the product stays on the belt, or spills.
Conveyor skirting has a secondary job that is often overlooked by the designers of conveyor belts. It not only shapes and guides the material onto the moving belt, but also determines if the material stays confined to the belt or escapes. Another way to say this is: how the skirt section is designed determines, for the most part, if you'll have a dirty loading area or a clean one.
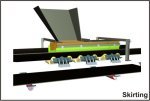
This secondary task of the skirting is important because dirty conveyors cost money. To fully understand the economic impact, as well as skirting's role in controlling fugitive material, let's first clarify some terms. What is referred to as "skirting" is the lower portion of the loading chute that deposits the cargo onto the conveyor belt (See Figures 1 and 1a).
Figure 1: What is referred to as "skirting" is the lower portion of the loading chute that deposits cargo onto the conveyor belt.
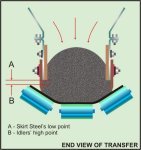
Figure 1a: End view of transfer with cargo loaded onto the belt.
A = skirts steel's low point. B = idlers' high point.This area is most often called the Transfer Point. This is a most apt term because it describes what is happening; the material at the Transfer Point is dramatically changing. It goes from one condition to another, from one direction to another, and from one velocity to another. Predominantly, Transfer Points occur where one conveyor discharges its cargo into another conveyor (See Figure 2) .
![]()
Figure 2: Typical transfer from one conveyor to another.
As the material being transferred tries to obtain the speed and direction of the belt it becomes turbulent. The falling, bouncing, tumbling and impacting of lump on lump, particle to particle has been the subject of countless studies, all directed at how to center the cargo or how to increase the life of the conveyor belt. While this is a most important consideration that should receive high priority in the design, it must not exclude that other, equally important design requirement : A CLEAN CONVEYOR.
Dirty conveyors can no longer be tolerated. Since belt conveyors are often judged to be the single biggest source of fugitive material, and Transfer Points the dirtiest area of the conveyor, it is time to examine more closely how this dirt escapes and what can be done to seal the area properly.
We must start this examination by considering the normal design priorities that guide the designer. Number one: keep the cost of the conveyor down. Number two: keep the power requirements down. Number three: keep the fabricating and construction costs down.
Conveyors are normally loaded at the tail of the conveyor. The closer the load is received to the tail pulley, the shorter the conveyor is in overall length. The shorter the length, the lower the cost, because conveyors are sold by per-foot length. Consider how this influences the designer competing for a contract to build conveyors.
For example, if the designer can shorten the conveyors by three feet in the tail areas of a conveyor complex with 10 Transfer points, $12,000 in conveyor costs alone will be saved at a rate of $400 per linear foot. There are also savings in building costs, horsepower requirements, space, etc. Consequently, it is a common endeavor to keep the tail length to an absolute minimum. But shortening the tail section can cause the end user problems.
From the tail pulley to the Transfer point, the belt must be troughed. Good design demands that the belt be troughed before it v is loaded. The common practice is to load as soon as the belt is troughed with little or no excess belt length (See Figures 3 and 3a).
![]()
Figure 3: Transfer designed to have the material meet the belt as soon as it is troughed with no room to splash.
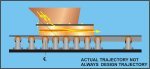
Figure 3a: Actual trajectory often does not follow design trajectory
Also in the interests of keeping the belt's tail section short, the designer may raise the tail pulley above the center line of the horizontal idlers. This reduces the bend distance of the belt edge as it goes from a flat to a full troughed position. Unfortunately, this configuration tends to lift the belt off of the beginning horizontal idlers when the belt is in a no-load condition. This belt will also lift up off of the idlers when it is starting up, and the pulling tension tries to stretch the belt.
Another design decision that tends to raise the belt off of the idlers is the selection of a heavy ply belt for its longer wear characteristics. The heavier belts have greater stiffness and resultant greater bridging capability. Thus, the stiffer the belt, the greater distance required for it to conform to the position of the idlers under a no-load condition when not loaded fully. A stiff belt tends to lift up off the idlers and contact every other idler.
All of these decisions affect conveyor skirting. A properly designed Transfer Point must take into account that the rubber seal portion of the skirt section should not be subjected to the wear pressures of a belt that lifts off of the idlers. To ask this seal to do more than act as a dust seal is expecting the unattainable. Any pressure above a gentle kiss-like contact results in a heat build up from the moving belt that will literally melt away the rubber skirting. If the skirting melts away, where will it melt most rapidly? At the highest pressure points. Where is it most difficult to seal? At the point where most of the material is deposited onto the belt. Where are the horizontal idlers the belt is being lifted from as it is being restrained by the rubber seal? At this same high pressure area where material is introduced onto the conveyor belt. Consequently, poor performance from the rubber seal is the result tons of dirt escape.
Another design consideration for effective rubber skirting is to make certain the rubber is not going to be used as a flow surface for the belt's cargo. Exactly how designers got started on the concept of having all the skirtings steel and hard material inches above the belt is not recorded, but it probably came from the need to take all precautions to prevent damage to the rubber belt.
Designers know the belt may lift off of the idlers at start up, or that a foreign object such as tramp iron or an odd-shaped rock could jam beneath the metal skirt and damage the belt. Also, some designers consider the difficulty of pulling the idlers out for repair in this conjested area. You cannot lift the belt against close set steel. If you keep this steel high enough above the belt and let the rubber skirt seal be deep enough to fill the gap, enough room is then available to remove the idlers (See Figure 4).
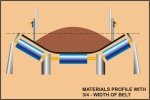
Figure 4: Materials profile as designer calculates it 3/4-width of belt -- common design practices.
However, when the properties of rubber are examined, the obvious conclusion is that this extra length of rubber is subjected to pressures from the moving load it is not capable of handling. Under such extreme pressures it may not maintain a proper dust seal for the moving belt.
A designer can have a safe system as well as a properly sealed conveyor if he designs the skirt steel properly. Consider that this turbulent material has not yet settled into its true flow density. Because of airation, it will be at considerably lower density than the expected flow density. This difference means the actual load will take up more volume in the load box and flow against the skirts at a greater depth and conversely flow against the skirt at a greater side pressure (See Figures 4 and 4a).
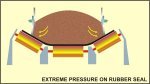
Figure 4a: Actual profile because of turbulence at transfer occupies more space. Extreme side pressure is exerted on rubber seal.
There are solutions that will satisfy this increase of pressure and still result in a good sealing as shown in Figures 5, 6, 7 and 7a. In Figure 4, a wider belt permits a condition of no heavy load on the rubber seal, providing the load box keeps the load centered and off-centered loading is not present as in Figure 6.
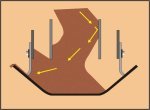
Figure 6: Off-center loading can change cargo profile and result in overloading rubber seal.
Figures 7 and 7a show a wear liner that acts as a deflector, keeping the moving material away from the rubber seal portion of the skirt. Because this deflector-type wear liner must be fitted precisely to the belt, it is necessary that its positioning be accomplished after the belt is in place, and that the idlers are in line to the true running line of the belt.
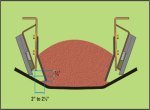
Figure 7: End view showing deflector lines positioned above conveyor belt.
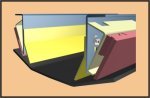
Figure 7a: Deflector wearliner is positioned to guide the cargo on the belt, with means of adjustment, to keep material pressure from the rubber seal.
The designer must also use a design that will not cause the belt to lift from the idlers, but will remain in the same position whether loaded, empty or being started. The deflector liner should be adjustable for height and have a fool-proof method for locking it place to prevent it from dropping down should a fastener or two fail.
The designer is often concerned about the wear from the moving material in this area. He may decide to choose as a wear liner a material that has good wear resistance properties while not being concerned about its influence on the flow characteristics of material along its surface. It is easy to see that if he has chosen a masonary type of material or a cast wear material, the placement of these blocks will determine how smooth material flow will be. If any block protrudes into the flow in such a manner as to cause damming, it is likely that extreme pressure will be exerted against the rubber seal. This pressure will result in both sealing and belt wear problems (See Figure 8) .

Figure 8: Cast blocks when used as wearliner must be placed evenly so as to assure smooth flow of the cargo along its bottom surface.
The placement of the idlers in the Transfer Area is another important consideration when one of the design objectives is to keep the conveyor clean. It is easy to understand that the flatter the plane of the belt, the easier it is to maintain a proper seal along its moving surface. Unfortunately, most conveyors are designed to keep the construction costs down and the designer only takes into consideration the size of the lump, the density of the material and the velocity it will have at impact. The designer will then select the type of idler and their spacing to counter this impact. If the loaded belt tambourines or sags between idlers (an inadequate design), it is tolerated. Considering the high cost added to the operation because of dirt that becomes fugitive, adding idlers in the load area to maintain as flat a belt profile as possible with increased sealing efficiency is a good investment (See Figures 9 and 10).
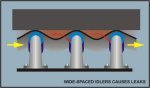
Figure 9: Wide-spaced idlers permit belt to sag and tambourine from material impact, encouraging material to escape.
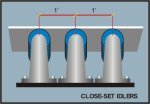
Figure 10: Close-set idlers keep belt flat and prevent tambourine effect
Too often rubber impact idlers are used when not appropriate. Consider that these rubber idlers are not as concentric as the metal case of a standard idler or that a rubber impact idler often wears a flat spot. As eccentric idlers rotate they lift and drop the belt the amount they are out of round. Each drop can permit a few grains of abrasive fines to get trapped between the rubber skirt and the moving belt (See Figure 11).
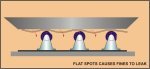
Figure 11: Rubber impact idlers can develop flat spots that will vibrate the belt causing fines to leak from the rubber skirting.
The subsequent grinding action as the belt continues over other idlers results in wear of both belt and the rubber seal. Because the wear on the seal occurs above the idlers, a scalloped wear pattern develops on the rubber.
This gap cannot be closed by relocating the continuous rubber strip down against the belt, as the rubber is already against the belt a short distance before and after the idler. Higher pressure will only result in faster wear (See Figure 12).
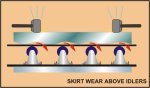
Figure 12: Skirt wears above idlers -- adjustment becomes impossible because scalloped wear pattern does not match belt's running profile.
Material leakage through the rubber seal is caused not so much by improper rubber placement and type, but more because not enough attention was given to the conditions that affect the ability of the rubber skirting to do its job. Each item in the design should be examined in the light of how it will affect the rubber seal.
An example of a design consideration that often is incorporated for a good reason but is not examined for its effect on the rubber seal is "wedge-shaped" load openings. They are often used when the designer is oriented toward the mass flow of materials and wants to insure an uninterrupted flow from the hopper above the belt. Also, the wedge shape tends to place the cargo into the center of the conveyor belt (See Figure 13).
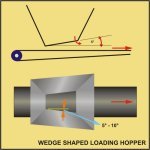
Figure 13: Wedge-shaped loading hopper centers the cargo onto the belt, but may cause sealing problems.
These are both good objectives, but unfortunately they also require that the rubber skirting along this wedge be able to seal against a moving surface while maintaining a compound curve (See Figure 14) .This is difficult to do with a continuous strip of rubber that most conventional skirting is made of.

Figure 14: Plane skirting is a compound curve when sealing along the edge of wedge-shaped loading hopper or loading where belt is not fully troughed.
Recently anew type of skirting was introduced that is more versatile than conventional skirting. The new skirting is able to seal properly against uneven surfaces. It consists of molded, six-inch wide segment blocks of rubber that are dove tailed together to form a modular seal.
Each molded block has slots that enable it to be slipped onto a metal backing plate. This backing plate is formed with guide rails that correspond to slots in the segment block. The underside of the guide rails have a saw tooth edge that lock the blocks in position. Locking is accomplished by tapping the blocks down toward the belt with a rubber mallet. This unique design permits an operator to adjust the seal by tapping each individual block against the belt.
Not only can this design conform to compound curves, uneven surfaces, and mechanical splices, but it has the added advantage of being adjustable every six inches along the skirting length. Thus, as wear points develop (for example above an idler), it can be immediately re-sealed with a blow on the rubber blocks involved.
In addition to modular skirting, there are several innovative products and materials available to the designer today that will promote a clean and efficient conveyor. The designer must be aware of what's available and incorporate these items and ideas into the conveyor design. Retrofitting a poor system with improvements once it is installed is often times next to impossible and is always very expensive.
In addition to innovative products there are design considerations such as those discussed in this article that should be carefully taken into account. The implementation of these considerations will prevent fugitive material in the loading area.
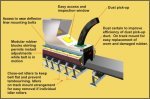
Figure 15:
| A = | Easy access and inspection window. |
| B = | Dust pickup. |
| C = | Dust certain to improve efficiency of dust pickup duct. On track mount for easy replacement of worn and damaged rubber. |
| D = | Access to wear deflector liner mounting bolts. |
| E = | Modular rubber block skirting permits instant adjustment. |
| F = | Close-set idlers to keep the belt flat and prevent tambourineing. Idlers on track mount arrangement for easy removal of individual idler rollers. |
Figures 15 and 16 show what I consider to be a good guide for loading box design where the elimination of dirt is one of the primary objectives. Before the designer even begins to draw up specifications, it may be helpful to weigh the high cost of dirt against cost-cutting objectives.
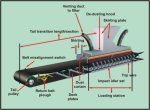
Figure 16:
Then the benefits of developing design priorities that prevent fugitive material in Transfer Areas will become evident, and industry will be much closer to clean, dirt free and safe.
![]()