
The Real Cost Of Degradation
C.M. RAMOS
CMR ENGINEERS AND PROJECT MANAGERS (PTY) LTD.Acknowledgements : The Bionic Research Institute, Chute Design Conference 1991
This paper gives a general overview of degradation research. Economic, technical and ecological aspects of coal degradation are discussed. The paper looks at the concept of curved chutes as a technique for reducing coal degradation.
Carlos M Ramos, is the director of CMR Engineers and Project Managers (Pty) Ltd. Carlos has provided consulting services to many large bulk solids handling projects, including Secunda - Bosjesspruit, AAC Landau, Maputo Harbour and Richards Bay.
SYNOPSIS
This paper starts by outlining economic, technical and ecological problems of coal degradation.
The second part of the paper discuss some standard designs used by the coal industry in south Africa.
The third and final part discuss the concept of curved chute to reduce coal degradation.
1. INTRODUCTION:
The study of coal degradation in South Africa started in 1930. The first study in coal degradation was initiated by the NATAL COAL GRADING COMMITTEE. [ref.1].
Although a great deal of work was carried out by South African Researchers and some valuable information was obtained, the results and conclusions died in the folders of the researchers or in some publication not readily accessable to mine and materials Handling Engineers.
The fuel crisis of 70's made coal a prime energy supplier and with consequence we saw the tremendous growth of the coal industry worldwide. Up to 1982/5 the main objectives of the South African coal industry were devoted to increase production, implementation of modern mechanized underground and opencast mining methods, coal preparation, bulk handling and transport facilities to support the demand both internationally and locally for high quality coal.
Coal Degradation was not an economic or a technical concern until the first part of 80's when some of the South African clients overseas start to be more restricted in their specifications and force some exporters to screen their products mainly sized coal at port of unloaded [ref.2]. And the publication of a National Inventory on South African discard and duff coal by the Department of Mineral and Energy Affairs [ref.3].
The main staggering facts produce by DMEA were:
South Africa has vast reserves of coal which currently amount to an economically extractable reserve of 58000 million tons of which 95.2% is bituminous thermal,1.6% bituminous coking and 2.2% anthracitic coal.
It was estimated that 90% of The South African primary energy needs in the present decade will be supplied by the coal industry.
The run of mine (ROM) production for 1985 was over 232 million tons per annum.
The Total saleable production was approximately 184 million tonnes per annum.
The discard production for bituminous and anthracite for 1985 was estimated to be over 44 million tonnes per annum.
In 1985 a total of 284 million tonnes of discard and duff have been stockpiled/dumped in South Africa.
There were 123 bituminous discard dumps, of which 40 were burning.
The costs of stockpiling and reclamation is estimated at following R/tonne.
Bituminous discards R 3-00 to R9-00
Bituminous duff R 3-00 to R1-00Another factor that has forced the main users to have a look into the coal degradation has been the requirement by economical reasons to improve efficiency and production.
Mainly due to increase in production and aging of equipment engineers were forced to have a more close look into their existing equipment and operation and find areas to improve their production and costs. One of the areas in the materials handling network that has received some attention since 1987 is the transfer chutes.
Engineers are also busy at the moment ascertaining the savings in maintenance and replacements costs in the burning equipment used in some plants by reducing the amount of - 6 mm particles into that particular plant. First estimates indicate that by reducing the degradation generation their production could be increased by 10 to 15% without extra capital costs. This has been estimated considering that the generation of -6mm was reduced only by 1% per transfer point.
In another perspective the estimated cost savings of a particular underground conveyor system with 5 transfer points handling 1 million tonnes per year with a reduction of 1% on the -6mm particles is approximately R 4 million Rands.
Coupled with above mentioned economics and technical factors is an increase public concern about environmental degeneration. This concern by the public has pressurized the coal related industries to study ways and means to reduce acid rain, sulphurous fumes emissions, coal degradation, water contamination, etc.
2. COAL HANDLING METHODS
At this stage we feel that would be appropriate to described in board terms the general materials handling network used in South Africa, to transport coal from the face to the user and outline areas of degradation. In general there are two types of coal mining in South Africa : Underground and Opencast mine.
2.1 Underground
After the seams have been blasted the ROM is put trough a breaker to reduce coal lump size and load into the section conveyors.
The section conveyors feed the coal into the main trunk conveyors, incline conveyor and surface stockpiles. Depending of the utilization the coal can go through a washing facility or not, overland conveyor or Railway load out Station to its destination.
Figure 1 outlines a typical conveyor layout that we have been involved The summation of the various transfer heights indicate a compound free fall of 44 metres.
Figure 1 - Typical underground belt conveyor
2.2 Opencast
The conventional stripping open cast mining method in South Africa usually is accomplished by drilling, blasting and overburden removal by draglines. The coal is afterwards removed by shovels and load into heavy road trucks with 130/150 tons capacity and hauled to the crushing plant. After primary and secondary crushing, the product is then taken to an washing plant or/either to Load out Station to be delivered to the user. Figure 2 outlines a conveyor network system for atypical opencast mining operation. On this particular layout the summation of the various transfer heights is 34 metres

Figure 2 - Open cast belt conveyor layout
3. PREVIOUS WORK
The literature and scientific data research relating to coal degradation in South Africa and overseas has been discussed and documented in previous papers published by the writer [ref.2,7 and 8].
4. THE CURVED CHUTE CONCEPT
After analysing the various types of chutes used in the industry and taking account of normal flow conditions in a transfer chute we realize that a new concept was required.
The main factors affecting degradation at transfer points are:
The changing in direction of flow from loading to receiving.
Height of the transfer.
Impact of the material in the Chute when changing direction.
In 1984 during the design and operation of various coal terminals in the employment of TMS. We thoroughly research and investigate information and systems used by the industry to reduce degradation at transfer points. We soon realize that the curved-profile variable chute concept initially developed by Professor Roberts [ref.4,5] for the grain industry was suitable for the purpose of reducing degradation.
Since then we have been involved in research and testing the concept. In our view the results have been outstanding. Before we make comparison between existing chutes and the proposed curved chute lets analyse a standard materials handling operation in the industry. Coal is load into a belt conveyor and travels for a certain distance until finds a transfer point. During this traveling period due to the motion of the belt and materials over the idlers: segregation and degradation is taken place. The lumps are riding near the top of the cross section and the fines at bottom. Degradation is taken place by the flexing of belt and materials each time they go over the idlers. Very little research has been done in this field. When the cross section reaches the transfer chute the streamline flow in which the particles move in an orderly manner and retain the same relative cross section identity breaks loose. Gravity forces and random lumps sizes of the product help each other to create a turbulent flow. The cross section reduces in size and the speed increases due to the gravity. At end of the drop the cross section generally hits a steel plate before diverting to the following conveyor. The high of free fall varies between 1.8 to 2.5 metres. Depending of the chute layout present designs allowed the impact end speed of the cross section hit the chute steel plate at velocities 1.5 to 3 times the exit speed the material left the head pulley.
There are some installations where coal drops between 8 to 10 metres in height mainly those installations designed before 1980 where the main concern was flow without blockage and where very elaborate chute work was used to divert flow to various conveyors. Moving heads have been in South Africa since 1975 but it has taken long time for the engineers to incorporate this improvement in their designs.
Through all these years of research, site investigation and observation of dozen of installations we came to the simply conclusion that any improvement in coal degradation, dust generation at transfer points can only be achieved by avoiding impact or reducing as much as we can, controlling speed, direction of flow and used the product characteristics, friction, gravity forces at our advantage.
There two types of design that allow us to take advantage of the points above mentioned:
4.1 In Line Curved Chutes
In the early 1950's Spence [ref.2] examined the generation of fines at transfer points on National Coal Board conveyors as the cause of underground fires. From his work two types of chutes were developed as presented in figures 4 and 5. Although no tests were made on the degradation levels they were successful in the sense that the amount of fines was reduce and the stream was centralised.
This type of design has been used quite successful in UK, SA, AUSTRALIA and USA and has led to the work of Roberts [ref.4 and 5].
In this type of design we pick up the material at head pulley and use friction between product and chute plate to counter react the gravity forces and slow down the velocity. This type of design is very effective in inline feed and the used of the curved chute concept usually brings the exit speed of the material to a level close to belt conveyor speed we are feeding. This type of design requires height for the chute to be self cleaning.
Where transfers are not in line this type of chute looses appeal and is quite common to be a draughtsman's nightmare and constant pain on neck for the operator. One of the prefer designs that you will find in site visits around the major mining plants when they transfer coal from the shaft incline conveyor to the surface conveyor is to have drops of 8 to 10 metres with a chute at 60 to 45 degrees of inclination without any mechanism to slow down the flow at end of it. No wonder there are degradation and spillage. And the true is that some of the present designers continue to do the same mistakes of the past.
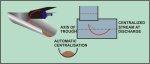
Figure 3 - First curved bottom spiral chute

Figure 5 - Modified curved chute developed by Spence
4.2 Centrifugal Curved Chute
The centrifugal curved chute is based in two main components top and bottom radiusized chutes. Figure 6 below shows the diagramatic indication of flow. The concept has been developed to take advantage of friction between coal and steel plate, centrifugal forces, internal angle of friction of coal. To better understand the advantages and problems lets described a standard transfer point with the curved chute concept.
After the material leaves the head pulley there is the tendency for the material due to gravity to increase speed and it does so until the material hits the curved plate. After impact the material is force to slide in the curved path, because we are using the centrifugal forces in our favour. The centrifugal force and the friction forces are working against the gravity component and slowing down the material. To take advantage of the internal friction of the coal we shape the bottom plate of the curve chute at Vee angle. By using the proper Radius, Angle of exit, bottom plate vee angle, friction factor, material pressure; we control the speed.
The bottom curved chute follows the same approach as above. In this manner degradation is generate by the initial free drop, grinding and abrasion during the travel not by impact and crushing. Other interesting advantage apart from degradation is reduction of height from 2.5 to 1.8 metres and dust generation.

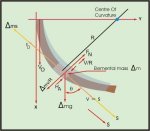
Figure 6 - Diagrammatic Indication of flow
4.3 Results
As indicate earlier the test results have been impressive. Details of tests and methods used are fully described and documented in previous published work by the writer.[ref.2,4,7,8]
The summary of results indicated the following :
4.3.1 Tests At Paulpietersburg And Glencoe
A 90 Test chute was build and install with the following parameters: The belt conveyor was running at constant speed of 1.63m/second. The height of free fall in a normal circumstance was 2450mm. The material travel in the chute 2600mm.The material in free fall was hitting the steel plate at approximately 6.09m/sec.
Table 1 shows the difference between free fall and test chute.
TYPE OF COAL DEGRADATION % FREE FALL TEST CHUTE 45 x 75 (ANTHRACITE) 6.09 2.75 25 x 45 (ANTHRACITE) 4.49 1.53 0 x 40 (ANTHRACITE) 4.36 1.62 4.3.2 Tests At Twisdraai Colliery - Secunda Collieries
A 90 underground chute was build and install on the above mentioned Colliery. Tests by CSIR indicate reduction of degradation from existing chute to the new chute as follows:
Degradation level at Existing Chute 5.8%
Degradation level at New Chute between 1.4 to 2.4%
Dust generation underground was reduced substantially.
4.3.3 Negative Points Of The Curved Chute
Obviously as in any development there are negative points that we need to consider:
The curved concept appears to have more wearing in the liners than a normal transfer chute with drop boxes. At moment there is no data available to quantify the difference.
The fabrication of curved curve is more expensive than a normal transfer chute by 25 to 35% depending of layout.
Requires more commissioning time to set curved chute for various flow conditions.
5. CONCLUSION
Inline Curved chute and Centrifugal curved chute are tools at disposal of the mine operator to reduce degradation, improve financial gain and looking after the environment. We are aware that it will not be the final answer for the multitude of complex situations encountered in the mine environment. And more research and installations are required to quantify the problem more scientifically. Other areas of degradation that should also address is the question of stockpiling methods, underground bunkers and the use of booster drives to reduce transfer points along the route.
We would like to terminate by saying that it is only a matter of time before all Coal mines in South Africa will have the curved chute concept installed in their facilities .
6. ACKNOWLEDGEMENTS
We are grateful to SECUNDA COLLIERIES for permission to publish data based on one of Projects undertaken by the writer under the employment of TMS. Lastly, but by no means least important to TMS management for believing in the curved chute concept and funding it.
7. REFERENCES
1. NATAL COAL GRADING COMMITTEE-1930
2. Ramos C.M. And P.J.Goodwin: Degradation of Sized Coal at Transfer points; Bulk Solids Handling volume 7, Number 4, August 1987.
3. National Inventory on South African Discard and Duff Coal; Department of Mineral and Energy Affairs -1985
4. Ramos C.M.: Report on Degradation-Internal Report, TMS 1986
5. Roberts. A.W. :An investigation of the Gravity Flow of Non-Cohesive Granular Materials Through Discharge chutes; Transactions of the ASME J. of Engineering for Industry (1969) May.
6. Roberts, A.W.: The Dynamics of Granular Material Flow Through Curved Mechanical and Chemical Engineering Transactions, Institution of Engineers,Vol.MC3, NO.2.
7. Ramos C.M. And P.J.Goodwin: Design of Belt Conveyor in Bulk Terminal Applications; Bulk Solids Handling Vol.5 (1985) No 5 and Vol. 6 (1986) No.2.
8. Ramos C.M. And P.J.Goodwin: Belt Conveyors in Terminal Applications: BELTCON 3 - International Materials Handling Conference -1985-Johannesburg South Africa.
![]()