| CHUTE PROBLEMS - CAUSES AND SOLUTIONS |
|
John J. Rozentals Pr. Eng.
MSAIME MSAICE
Richard P. Stahura
Acknowledgements : Bionic Research Institute - Chute Design Conference 1992
Chutes can demand more attention, and cause more downtime, than the equipment which precedes or follows them. This paper focuses on common chute problems, identifies their causes and offers solutions.
John Rozentals is a Consulting Engineer. Partner in BRI Tec Consulting, and Associate with Hamilton Associates.
Richard P. Stahura is the Manager of research and Development, Conveyor Products, Martin Engineering Co. U.S.A.
CHUTES are a critical part of a bulk solids handling plant.
What are the most frequently encountered problems of chute design and operation? What are the basic causes - and what are the solutions?
FLOW THROUGH A CHUTE
Consider what happens as product flows down a chute:
- some of the fines float into the surrounding air,
- some of the product sticks to the sides of the chute,
- some of the product gets carried back on the return belt,
- some of the product escapes from the chute and settles on the floor and on the surrounding structure,
- at times product will block the chute and cause overflow,
- some of the fines end up in the head pulley and bearings,
- the balance of the product continues the journey to the next transfer point.
The essential aim of good chute design is to successfully transfer as much of the incoming product as possible from one belt to the next.
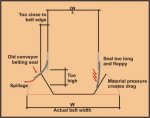
Therefore each of the above points need to be given serious consideration at the design stage (Fig.1 ) .
SPILLAGE
Spillage results from a large number of causes. The transfer point is the prime area of spillage - the dirtiest area of the conveyor.
WEAK SKIRTING SEALS
A very common source of leakage at the loading point is due to weak skirting seals.
(Not every chute application requires skirtboard seals - particularly if handling coarse, wet product).
The rubber skirting seal should only be expected to keep dust and a small amount of larger particles from escaping. The rubber cannot, and will not, withstand any significant product head pressure.
Product leakage through the rubber seal is caused not so much by improper rubber type and placement, but more because not enough attention was given to the conditions which affect the ability of the skirting rubber to do its job.
Sometimes the skirting steelwork is set too high above the belt. This results in a long, floppy and ineffective seal.
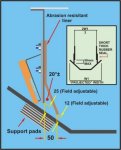
Keep the skirtboard steel as close to the belt as practical say 25 mm. Then provide field adjustability to the skirtboard to control this important gap tolerance.
In the impact zone side pressures are high. Provide an adjustable and replaceable wear liner. The liner should form a labyrinth seal. The minimum length of the liners should be equal to the length of the chute opening, or the length of the impact zone.
Skirtboard steel and wear liners must be installed very carefully. Rough or uneven edges capture lumps and particles creating a restraining effect which increases belt wear and conveyor power requirements.
BELT SAG
The rubber skirtboard seal is installed with no load on the belt. The line of the seal is a straight line - but it is expected to perform its function when the belt deflects away from the seal under load.
Belt sag between idlers in the loading zone is directly proportional to the square of the distance between the idlers.
If we assume a deflection of 4 mm with the idlers at 300 mm centers simply reducing the center spacing to 150 mm would reduce the belt sag under load to 1 mm. The total gap between the belt and the skirt would be reduced by three quarters.
Leakage at the transfer point would be reduced by a factor of four.
In the impact zone the idlers should be as close together as possible. In many cases rubber disk or cushioned idlers are not necessary. They only add cost without benefit. When used their deflection under load causes the belt to move downward away from the skirt seal rubber. This increases the gap and causes leakage.
In general impact idlers should not be required with product lump sizes smaller than 75 mm.
Another problem often observed is inadequate support of the belt in the skirted area.
Quite often, leakage at skirting seals is stopped in the impact zone - but it occurs further along the skirt length. Although pressures from the product stream are lower, leakage occurs due to the belt sag between idlers. To keep belt sag to a minimum idlers in the skirted area should not be at more than 300 mm centers.
To reduce skirt leakage an alternative approach is to use continuous support to the belt under the skirtboard sealing surface. This eliminates practically all belt sag ensuring continuous tight contact between belt surface and skirtboard rubber. The belt is supported on resilient pads coated with a low friction, high wear resistance sliding surface.
IMPACT ZONE TURBULENCE
Impact zone turbulence arises when free falling product strikes a moving belt. The greater the change in flow speed and direction, the greater the turbulence. In the loading zone the turbulent product has not yet settled into its true flow density. Because of aeration it is at a transient lower density. This means the actual load takes up more volume in the load box. The product flows against the skirts at a greater depth - and exerts a greater side pressure.
The length of this transient zone is roughly proportional to the difference in speed between the belt and the velocity vector of the falling stream in the direction of belt travel.
The longer and deeper the zone of turbulence - the greater the difficulty in efficiently sealing the skirting.
An of ten quoted basic design objective is to guide product onto a conveyor belt at the speed of the belt and in the direction of belt travel.
However, once a chute angle has been selected and the height between the discharge pulley and the load point set the discharge velocity at the load point is largely predetermined.
CEMA provides rule of thumb guidelines for skirtboard length when the velocity difference is small less than 0.8 m/s.
When the velocity difference exceeds 0.8 m/s special care must be exercised in designing skirt enclosures. The simple rule of thumb guideline is no longer adequate. One solution is to provide a curved kicker plate (or .adjustable gate) which changes the direction of the falling flow stream.
The gate should be adjusted so that the velocity component in the direction of belt travel is equal to the speed of the receiving belt. This will reduce turbulence, reduce belt if wear, degradation, and even power requirements for the drive motor.
It is possible to angle the curved kicker plate so sharply that the velocity component of the falling stream exceeds the belt speed. This would cause the flow of product to push the belt and possibly cause the belt to sag between idlers.
This causes problems with sealing and surges in drive power requirements.
LOAD CENTERING
Chutes are designed assuming central flow predicted on nominal trajectories and nominal product characteristics.
Often these characteristics are a worst case scenario. Even with in-line transfer chutes changing product characteristics, or build-up in the chute, can alter the falling stream and tend to pile deeper on one side of the belt than the other.
To the conveyor user the reason for off-center loading may be academic. The real issue is what to do about it now that the plant is running.
Chute designers should provide for field adjustment at the loading point. One approach is to provide flow training gates which can be adjusted from the outside of the chute. This allows easy load centering at commissioning and during the life of the plant as the product flow characteristics change.
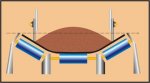
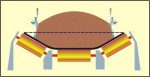
Alternatively special vibratory centralizing idlers, which pinch the belt into a U-shape and vibrate the cargo back into the center, may be used.
Fixed flow control devices, such as the wedge-shaped Langlaagte chute, provide some degree of compensation.
PLUGGED CHUTES
When the chute fills with product due to an abnormal condition - say at emergency shutdown -it becomes a hopper.
When the belt is restarted it draws product to the full depth of the skirts. At the end of the skirtboards the excess product spills over the edges of the belt onto walkways, floors, and idlers. As the belt is still brim-full it will continue to dribble product between the carrying idlers.
The conveyor system should be designed so that, when the system shuts down under normal, or emergency stop, conditions the chutes do not plug. This can be accomplished during normal shutdown by stopping the system sequentially - beginning with the most upstream belt and allowing sufficient time for each belt to purge itself before stopping.
Sequential shutdown cannot work during emergency conditions. If at any transfer point the receiving belt tends to coast a shorter time than the feed belt, product will pile up in the chute.
If chute plugging cannot be avoided, then the transfer chute must be considered as a hopper, and designed accordingly. Design must then make allowance for plugged chute restarts. A control gate must be fitted to manually adjust the amount of product fed onto the belt during a full chute restart.
MAINTENANCE AT IMPACT ZONE
Lack of maintenance will increase spillage at loading points.
If an idler-roll bearing fails the roll stops turning. A flat spot is worn on the idler and an ever increasing gap develops between the belt and the skirt seal.
All load zone idlers, or their rolls, should be individually removable without dismantling skirts or main conveyor supports.
DUST CONTROL
Dust control is an essential part of chute design. This important subject is discussed in detail by Chris Rowland in his contribution to this Seminar.
DEGRADATION CONTROL
The main factors affecting degradation at transfer points are:
-
changing direction of flow
-
height of transfer
-
impact of product
The product should be deflected with a minimum change of velocity. The density of product should be kept at a maximum, during the transfer.
Limit the amount of energy transferred to the product in the chute thereby limiting the energy dissipation.
Limit the velocity of the belts, and minimise the vertical drop distance from one belt to the other. This will also help to keep the spread of product in the trajectory to a minimum.
With a small product spread in the trajectory it remains concentrated so that the fines can help to buffer the lumps.
The energy lost at deflection can cause major degradation and lump breakage.
Speed and distance travelled in the chute, together with particle size, playa major role in determining the effects of collisions of lumps in chutes at various angles.
Drop tests conducted by D.E. Niemand provide data from which a computer model can be made to simulate the action of coal at transfer points.
Reducing the number of transfer points in a process will have a positive effect on reducing product degradation.
POOR TRACKING OF RECEIVING BELT
If spillage is not prevented some of the spilled product can become encrusted on the belt idlers and tail pulley - causing poor belt tracking.
PRODUCT CHARACTERISTICS
It is not possible to design effective chutes if the product characteristics are unknown. Although tables, such as the CEMA classification, are available bulk solids vary so greatly in their characteristics that there is no substitute for actual tests of the product to be conveyed.
The following tests will give valuable data on which to size components and provide a better understanding of bulk solids behaviour at the transfer points:
Bulk Density Varies
-
The bulk density of the product varies during flow through the chute.
-
Bulk density of the product compacted by light, low frequency vibration will reflect the density of the product as it rides on the belt conveyor.
-
Aerated density will reflect the state of the product in the turbulent loading zone.
-
Bulk density should also be tested at the maximum expected moisture content.
Adhesion
-
Another important characteristic is the adhesion of the product to the belt, and to the chute linings. This will help in determining the trajectory.
-
Lumps are not likely to be adhesive. But the fines in the product may become adhesive and cause problems in the chute. The fines should be tested for adhesion.
Friction coefficient
-
Friction angles and minimum angles of flow are useful values to have when designing chutes and skirting.
FLOW WITHIN THE CHUTE
Except for simple in-line chutes, chute design involves a primary trajectory - as product leaves the belt at the head pulley -and various changes in direction of the flow stream. The changes occur in 3-dimensions.
To design good chutes it is essential to study very carefully the flow path the product will take. For this the characteristic properties must be established at design stage as accurately as practical.
How much product information do we give our chute designers? Do they have to rely on CEMA tables, take a guess, and leave the rest to site modifications?
It is all too easy to specify, for example, a 60 deg. minimum slope angle on all chutes as a means of totally avoiding product hang-ups in the chutes. For most cases, 60 deg. is much steeper than necessary - especially since the product is almost always in motion in the chutes.
Testing the dynamic angle of friction of the product is the best guide available. But it must be tested at different moisture contents - to allow for wet, sticky, carryback fines.
For example - if a 50 deg. chute angle is adequate, increasing this to 55 deg. increases chute height by 21%, and 60 deg. results in a 45% increase.
These increases relate directly to increases in potential energy - leading to increases - in dust generation, degradation, and chute wear.
ADHESIVE PRODUCT
Sludge can stick to anything - including vertical chute walls lined with "stick proof" materials.
When handling very cohesive product the layout of the conveyor transfer point must, where possible, be designed to use belt-to-belt transfer of product with a minimum height of fall to the receiving belt.
The transfer point should be designed so that the product stream centers on the receiving belt with little of no impact on the chute walls. This will help avoid build-up of adhesive product on the chute walls.
Use slow, oversized belts with near vertical trajectories.
Should it be necessary to have a transfer point with a receiving belt at right angles to the feeder belt it is advisable to turn the flow stream in the direction of travel of the receiving belt with flow directors or kick plates.
At the impact zone some product will splash against and adhere to the skirt steel. Provide vibrators to keep the belt running free.
PROVISION FOR INSPECTION OF FLOW
Very often flow problems within chutes could be more easily solved if the flow stream could be observed. Product flow within the chute cannot always be accurately calculated. Therefore observation is necessary to enable appropriate flow adjustments to be made.
Many chutes have only one inspection door - and that usually near the head pulley. This does not permit a view of the actual flow path in the lower chute and in the skirt area.
This is where problems usually develop.
Provide at least two inspection or access doors - one in the head pulley area, and one in the loading zone. If the chute has more than a 3 m drop, locate another door at about the midpoint and out of the expected product trajectory. In cases where drops of 6 m or more occur, a door every 3 m is recommended. This will greatly simplify any corrective action required inside the chute - including liner replacement, flow correction, removing tramp material, and unblocking chutes. Such doors must be dust tight and located on the non-wearing side of the chute. Depending on their location they must also be capable of withstanding the side pressure from a plugged chute condition.
SPILLAGE CLEANUP
Cleanup of spillage can be both difficult and, in some cases, dangerous if attempted while the conveyor is running.
To reduce the cost of cleanup of spillage the following points should be taken into consideration:
- Raise the tail end of the conveyor high enough to allow cleanup by a front end loader. Spillage around a tail pulley can cause serious belt wear if the belt is left t o run through the accumulated product.
- Provide a well drained concrete slab under the transfer area.
- Fit 45 deg. shedder angles under the troughing idlers at the loading points.
- Fit a profile plate inside the chute to prevent a flooded belt situation occurring when restarting a loaded belt (fine material only).
- A simple cleanup door should be located near the tail pulley. If the door is correctly located, and the tail pulley safety screen designed for easy removal, cleaning of loading zone spillage will be made easy.
- Where the tail pulley is not located near the floor , or it is impractical to return the spilled product to the tail section, fixed or portable cleanup conveyors may be used. It is important to take cleanup measures into consideration when designing the load transfer point.
DESIGNING FOR BELT CLEANERS
Adequate provision must be made for routine maintenance access to the belt cleaners.
This important topic is discussed by Brian Merchant in his contribution to this Seminar.
CONCLUSION
Despite their apparent simplicity transfer chutes demand a great deal of attention in their design. The aim of this paper has been to focus on some of the common problems, to identify the causes, and to offer solutions.
Lack of understanding and lack of attention to design details have caused problems of dust and environmental pollution, spillage, accelerated belt wear, and unnecessary flow blockages.
REFERENCES .
Sabina W.E., Stahura R.P., Swinderman R. Todd "Conveyor ;
transfer stations problems and solutions." Martin Engineering Co. 1988.;
Page J.L., "Examples of good and bad chute design. " First International Chute Design Conference, South Africa, June 1991
Rozentals J.J., "Rational design of conveyor chutes." Proc. Beltcon 2, International Conference on Materials Handling, South Africa, Sep 1985
Rozentals J.J., "Flow of bulk solids in chute design. '1 First International Chute Design Conference, South Africa, June 1991
Stahura R.P. , "Conveyor skirting Vs fugitive material." First International Chute Design Conference, South Africa, June 1991.
![]()