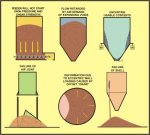
Fig. 1: Hopper flow problems |
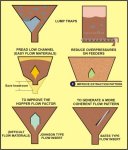
Fig. 2: Hopper content problems |
Reliable Flow From Feed Hoppers
L. Bates C.Eng MIME FIMH
Acknowledgements : Bionic Research Institute - Chute Design Conference 1992
A storage hopper, with its discharge feeder form a functional system.
For reliable flow the designer must use a systematic process of equipment selection and specification.
L. Bates is Managing Director of Ajax Equipment Co. U.K.
ENSURING RELIABLE FLOW FROM FEED HOPPERS
Ensuring the reliable flow of bulk material from-feed hoppers requires that the material is discharged as and when required in a constant any effects of phenomena which would be adverse to the plant, personnel, process or to the properties or condition of the bulk relative to its subsequent or ultimate use.
The characteristics and properties of bulk solids vary enormously. So do storage systems and operating circumstances.
A storage hopper with a discharge feeder is a functional system for which the overall performance depends partly upon the equipment geometry and construction, but is also related to the nature of the material held, the manner of filling and emptying, time aspects of in feed, storage and discharge, ambient conditions and their variation and also to related process considerations concerning what is a suitable condition of the material at the discharge point.
Fundamental to the successful operation of a hopper/feeding system is how these factors interact with the flow related characteristics of bulk material being handled. The correct selection of material contact surfaces, hopper form and the discharge apparatus to best meet the duty requires the designer to undertake a systematic process of selection and specification, whilst being aware of the various forms of impediment to reliable flow which may otherwise arise.
1. INTRODUCTION
Reliable flow from feed hoppers cannot be taken for granted, even with apparently "free flowing" materials. Despite advances in powder technology, with the development of an understanding of the mechanics of particulate flow, the publication of a hopper design method based on measured properties of the bulk material and the wide experience that is available in industry many hopper feed systems do not initially, and some cases ever, perform in a totally satisfactory manner.
This is because the design of a feeder require many interacting aspects of the duty, the bulk material and the equipment to be taken into account. There are many traps for the unwary. Typical of the varied problems which may arise are shown in Figs. 1 - 6.
2. LIMITATIONS OF THE PRESENT TECHNOLOGY
Up to around 1960 the design of storage hoppers was semi empirical. The publication by Jenike of a design method based upon measured values of bulk materials shear strength and wall friction appeared to offer a complete solution of this problem.
Whilst this is still the only universally accepted procedure for establishing reliable hopper design, and is the basis for various design codes, it is not widely used for the design of small hopper/feeder systems.
There is a variety of reasons for this lack of application:
2.1 It requires specialized testing instruments, experienced operatives and skilled designers to test, interpret and apply the results
These facilities are in comparatively short supply for the vast number of applications which are constantly being considered by industry.
2.2 The procedure is relatively expensive to carry out compared with the fabrication cost of small storage units
Whilst this may appear a false economy for units which are to serve sensitive or critical applications it is sometimes difficult to justify design investigation costs which may exceed the supply cost of an installation, particularly when a purchases invites multiple tenders and expects the cost of proving the duty to fall upon each potential supplier.
2.3 The method is only valid with relation to a specific bulk material in a particular condition. Any variation - such as a change in moisture content, particle size distribution or any uncertainties brought about by multiple sourcing of the product, requires that a series of test are carried for each of the potential product conditions
In some cases this is not possible due to non availability of the product because of uncertainty as to the potential range of variations of one or more of its characteristics.
2.4 The results achieved may give predictions for the required design which are impractical. e.g. 3 meters diameter outlet and 87 degree wall angle.
There is a degree of conservatism built into the design which is particularly penal to small scale applications.
2.5 The design process is only applicable to simple shapes of storage vessels and operating regimes. E.g. cone and vee shaped hoppers and for restarting flow which has stopped.
The effect of non symmetrical shapes, eccentric or multiple outlets, initial loading conditions, air injection or vibration, flow aid devices, non uniform extraction patterns and other deviations from a simple flow system are outside the scope of the classic analysis.
2.6 It may be cheaper to carry out full scale tests, take the risk of making retrofit provisions, or provide over-design insurance by fitting discharge aids than to carry out a rigorous test and design procedure.
A decision to accept a risk of performance failure is often followed where there is not due consideration given to the potential hazards or for the implications of what costs may arise, and where they will fall. An obligation to eventually attain acceptable results does not provide the user with the means to recover consequential damages, which may overwhelming exceed the supply cost of a feeder unit.
2.7 There is often presidential experience with like or similar materials for similar applications
Uncertainties arise where the apparent similarities by description or appearance, do not reflect sensitive difference with regard to flow properties.
Nevertheless the state of the are now goes a long way towards aiding the designer establish a code of good practice and highlight the important and a relevant aspect of bulk material properties.
These are set out in the B.M.H.B./B.S.I. publication of a "Code of practice for the design of silos, bins, bunkers and hoppers". This work is complemented by the M.H.E.A. publication on the "Design of chutes" and conveyor transfer points for bulk materials."
Fig. 1: Hopper flow problems |
Fig. 2: Hopper content problems |
3. BASIC PRINCIPLES
Probably the main contribution made by Jenike to practitioners in the solids handling field was the removal of the behavioral characteristics of bulk solid from a "Black art" to a scientific subject, whereby a framework if understanding can be formed, based on certain key concepts and quantified measurements.
3.1 Product "State"
The first of these concepts is that of the "State" of the material i.e. that the flow conditions of a particular solid is related to its internal shear strength, and how this strength varies with the degree of dilatation of the bulk as well as the stress system to which it is subjected.
From this concept can be gained an appreciation of all flow conditions of loose solids, ranging from the "flushing" of a dilated powder to the "arching" of the same material when it is in a settled or "time consolidated" condition.
The manner in which bulk solid will internally deform during the process of flow depends upon the constituent particle characteristics. Whereas it is not possible to predict the behavior of a bulk material from an examination of the particles this may usefully indicate the nature of the components of strength of the bulk.
To determine the behavioral characteristics of the material it is necessary to measure the bulk properties in specific conditions of samples preparation and applied stresses.
3.2 Wall Friction
The other major concept relating to solids flow is the slip characteristics of the bulk material on a surface of contact. Wall friction testing requires the measurement of the force needed to promote or sustain slip of the material under a varied range of surface contact pressure and time conditions.
Such tests establish whether there are any wall cohesion or adhesion forces developed which can result in apparently high friction behavior at low contact stresses. They will also show up any threshold pressures, at which variations of static or dynamic frictional behavior take place, as with the development of surface tension with damp materials.
Derived values of wall friction are essential for Mass flow hopper design and the self clearing angle of hopper walls, gullies and chutes. They are also invaluable for the selection of optimum wall contact material surfaces and finishes.
Awareness of any tendency for time related effects, or non linear relationship of friction to contact pressure, will highlight the need for special care in equipment design.
In contrast to shear strength testing the ease of conducting wall friction tests and the ubiquitous value of the results should make these tests routine universal procedure as part of the design process of any bulk materials handling plant.
|
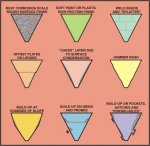
Fig. 3: Hopper operating problems |
Fig. 4: Hopper / feeder interface hazards |
4. Design for flow
The first step in any feeder design is to ensure that the feed hopper will provide a reliable flow at all times. As the feeder mechanism is an integral part of the working system there are interacting considerations of performance and economics when reviewing options.
The decision whether to adopt a Mass or Core flow design depends upon many factors. Fig. 7 In either case the effective orifice size needed to guarantee flow will determine the minimum opening at the discharge interface.
In the former case this connection in region must stimulate a live flow pattern at all times whereas with core flow the existence of "dead" regions of flow in the hopper and over some region of the outlet may be tolerated.
4.1 Orifice size to guarantee reliable flow
The crucial size is not necessarily the outlet size of the feed hopper outlet but the dimension of the effective flow channel when the feeder is extracting.
Feeders which not generate a fully "live" pattern over the interface area may be useful to enlarge the total collectable area but can give a misleading impression as to the size of effective orifice.
The "effective orifice" dimension is critical to reliable operation of a feeder. The size must be adequate to avoid structural blockages or flow inhibiting restraints and must at all times be able to pass the feed rate required.
i) Structural blockages
The determination of the size necessary to avoid structural blockages is normally easy. For symmetrical and even size lumps or particles a circular opening size of 7 or 8 times the ma particle diameter or 4 to 5 times in the case of a slot will ensure steady flow, but a 50 to 100 percent increase in this dimension is good practice for uneven, irregular lumps or agglomerates. When the maximum lump size is determinate the provision of a lump trap insert is a useful insurance against stoppages. Fig. 8.
More difficult to assess is the size of opening needed to guarantee flow for flaky and needle like material, particularly if these are of a sort of fibrous nature, such as plastic flakes or chopped rods. A key feature of their behavior is the degree to which such materials are pressed together, as then the overlapping particles are trapped together to resist the internal shear required for flow.
It is useful to utilize a form of hopper and inserts in these cases to relieve the sensitive flow channels, such as the narrow section approaching the outer region, from high overpressures. The support of the hopper contents by rough walls in the upper regions and pressure breaks in the flow channel, allows the material to deform and flow more readily at the outlet or feeder interface.
ii) Cohesive arching
The size of opening necessary to avoid the formation of a stable cohesive arch is not calculable other than by way of shear cell testing. However, not all materials are cohesive and the others vary widely in strength according to their basic properties and to the stress and time conditions under which they are stored.
In the case of small feeder hoppers a quick assessment, such as a hand "snowballs" test, a "pour and cut" test or a measured value from a cohesion tester, will indicate whether there is likely to be a serious problem in relation to the effective outlet size of the feeder hopper under consideration.
In case of doubt full scale trials or the provision of agitators or flow stimulators may be more economical than powder testing at the small scale and probably produce more sensible results.
Time spent at this stage in proving that the specified opening is large enough to give a reliable flow is well spent to avoid intractable problems at a later and more critical date.
|
Fig. 5: Hopper and feed problems |
Fig. 6: Feeder discharge hazards |
| Mass flow | Non Mass flow | |
| Advantages | "Live" Storage, No dead regions of flow
Smaller outlets possible Reliable performance based on measured properties of solids Remixes any filling segregation during discharge |
Maximum capacity for given headroom.
Ho wall wear with abrasive materials. Minimum wall pressures during flow. Low cost per unit volume stored. |
| Disadvantages | Greater headroom, needed for installation and
infeeding
High switch pressures at hip Potential wall wear More expensive per unit volume stored Higher pressure on cutlets |
Loading order not preserved.
Variable residence periods. "dead" pockets during outflow. Venerable to flushing More prone to effects of segregation and degredation. |
| Generally best suited for | Foodstuffs, fine chemicals, Pharmaceutical products,
Cohesive materials, Degradable products, Hygienic applications, Poor flow
commodities.
Products likely to change in condition with time storage. Materials prone to flooding. |
Minerals, Plastics, Coarse powders and
granules.
Dry powders, Inert non cohesive solids. Simple applications, with good flow materials. Abrasive materials. |
| Generally NOT suitable for | Limited headroom applications.
Simple, Low cost duties Coarse abrasive materials. Unquantified product condition. |
Cohesive, Degradable or hygroscopic
materials.
Materials which flask, segregate or deteriate in condition, or flow properties with tune. |
Fig. 7: Relative virtues of mass and non mass flow hoppers
|
Fig. 8: Uses of hopper inserts |
Fig. 9: Hopper wall flow hazards |

Fig. 10: Hopper wall angle for mass flow in a vee hopper
4.2 Hopper wall angle for slip and self clearing
i) For slip in confined conditions
Mass flow in hoppers and flow in flooded chutes requires the forces available to promote slip to overcome the fully mobilised frictional resistance. Factors such as product density and the degree of internal work involved on the flow system determine the magnitude of the flow promoting force. However, the resistance depends upon the contact pressure, which is inherent in the system and contact friction or "wall yield" characteristics.
Rough wall surfaces and apparently minor surface irregularities have a major effect on the slip of material on a contact surface. Any impediment which requires the material to deform or shear transforms the duty from resistance due to surface to that opposed by the internal shear strength of the material, which is invariably higher.
The dependence of the wall inclination to internal shear strength of the product varies according to the type of flow form. In the case of Vee hoppers which give a plane flow pattern influence in small and a very close approximately of the required wall angle can be gained by measurement of wall friction alone. Fig. 10.
For cone hoppers the internal angle is friction of the bulk material is more influential but a rough assessment of the required wall angle for mass flow can still be made from knowledge of the wall friction. Fig. 11. This can be refined by a relatively crude assessment of whether the materials has a high or low value of internal friction.
ii) Wall friction for unconfined self clearing
Core flow hoppers and Unconfined chutes require only that the material slides on the wall surface when there is a layer in contact which does not need to deform internally.
![]()