The Role of Drive System Technology in Maximizing the performance and Economics of Long Belt Conveyors
M.P. Singh, USA
Courtesy : Trans Tech Publications - Bulk Solids Handling Journal
Summary
The application of new analytical and field-measurement techniques have led to noteworthy improvements in the design and economics of long belt conveyors in the last decade. Continued improvements in the performance and economics of long belt conveyors will require simultaneous advances in the design and understanding of all major conveyor components. This paper discusses the role of drive systems in optimizing the design of long belt conveyors. Specific drive system requirements to maximize the conveyor's performance are defined and the economic significance of making the correct drive system choice is illustrated. A drive system designed specifically for long belt conveyors and its field experiences are presented to highlight the scope for dramatic improvements in conveyor performance and economics through a focus on the drive system Specifications.
Nomenclature
L Conveyor Length m* Effective mass opposing the motion of traveling wave front SF Belt safety factor t Time T Time to accelerate the stationery belt to speed V T1 Static peak belt tension v(t) belt velocity as a function of time V Design running speed of the belt Vw Speed of the travelling wave front in the belt 1. Introduction
Significant advances, in, belt conveyor technology have taken place in the last decade. Conveyor lengths and tonnages have increased dramatically, and conveyors with complex curvatures have been successfully designed. At the same time, conveyor availability and safety have reached levels that would have not been considered possible ten years ago. Economics and feasibility of bulk material transportation by belt conveyors has become more attractive with these advances. Continued improvements in the capacity, performance and economics of belt conveyors will be necessary to keep reducing the cost of bulk material transportation.
During the last decade, there has been substantial progress in the areas of belt construction and belt splices. The viscoelastic belt behavior is also better understood with the application of new analytical and measurement techniques. Continued optimization of the overall system design requires that similar progress be made in all components and technology that affect the conveyor performance, capacity and economics. The conveyor drive system is one of the most important elements in the conveyor.
In addition, the conveyor drive system is the most potent 'active' element at the disposal of the conveyor engineer to control the conveyor and belt tensions. The conveyor engineer should seek the specific functionality, performance and operating characteristics in the drive system that are required to maximize the conveyor's performance and capacity.
All drives are not equal.
2. Technical Requirements of the Drive System
Minimizing the belt tensions and tension transients during the acceleration, stopping and running of the conveyor is crucial to optimizing the performance and the capacity of any long belt conveyor. The widely used industry standards for belt conveyor design [1, 2, 3] are based on Newtonian rigid body mechanics. These standards predict steady state operating tensions developed along the belt's axis from gravity and friction forces. Such predictions can be substantially inaccurate in the case of long conveyors where the viscoelastic behavior of the conveyor beit significantly affects the determination of peak tensions. NORDELL and CIOZADA [4], and HARRISON [5] introduced more realistic analytical models to accurately predict the dynamic belt tensions in long conveyors. Work based on these models has accurately defined the conveyor drive system requirements in terms of the length and shape of starting and stopping ramps, load sharing among spatially separated drives on the same belt, etc. Some of these requirements are discussed below.
2.1 Shape of the Starting Ramp
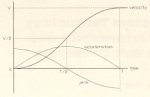
Almost all of the belt conveyor specifications ignore the shape requirements of the acceleration (velocity-time) ramp for starting the conveyor. In absence of such specifications, most drive system suppliers either try to design a linear acceleration ramp (to minimize static acceleration force), or do not concern themselves with attaining any particular shape of the acceleration ramp. HARRISON [6] has recommended the following acceleration ramp to minimize the dynamic belt tension during starting:
| v(t) = | V |
(1 - cos | π |
t), 0 ≤ t ≤ T (1) |
2 |
T |
This relationship is shown in Fig. 1. This relationship results in an acceleration which starts with 0, smoothly builds to up to a maximum value, at time T/2, then reduces symmetrically to 0 at the design belt speed. The jerk (first derivative of acceleration) curve is continuous, except at the beginning and end of the acceleration ramp.
Fig. 1: Recommended belt starting ramp. [6]NORDELL [7] has recommended an alternate acceleration ramp:
| v(t) = V( | 2t |
), 0 ≤ t ≤ | T |
(2) |
T |
2 |
v(t) = V( -1 + 4 - 2 ), ≤ t ≤ T (3) This relationship is depicted in Fig. 2. The acceleration starts with 0, increases linearly to a maximum value at time T/2, then reduces symmetrically to 0 at design belt speed. The maximum acceleration is 27% more than that obtained from Eq. (1). The jerk curve is not continuous at time 0, T/2, T, but the peak jerk value is only 81% of the peak jerk value obtained from Eq. (1).
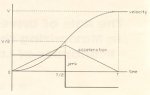
Fig. 2: Recommended belt starting ramp, [7]Either of the above acceleration ramps will give very satisfactory results for minimizing peak tension transients during belt starting. In applications on long conveyors, the results can be further improved by adding an additional dwell period in the acceleration ramp as shown in Fig. 3. The dwell period allows the initial belt slack to be pulled out, and all the conveyor elements to attain a running condition at very low torque and speed before the acceleration is ramped up with higher torque values. This eliminates over-stressing of the belt. NORDELL [8] has described the use of this type of acceleration ramp for the Channar 20 km overland conveyor in Australia. The Twentymile Coal Mine in USA has also used this type. of acceleration ramp with gratifying results for its long underground booster conveyor systems.
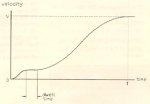
Fig. 3: Belt starting ramp with dwell2.2 Duration of the Starting Ramp
Many conveyor engineers have specified a ramping time of five times the time it takes for a disturbance to travel from the head to the tail in the return belt. This rule is based on the findings published by the University of Hannover lnstitut fr Frdertechnik und Bergwerksmaschinen.
T ≥ 5 x L/VW (4)
Various publications [4, 5, 6] have presented methods of calculating belt wave speed for different belt construction. The following belt wave speeds can be used as a first approximation:
Steel cord belts 1,800 m/sec Fabric belts 1,200 m/sec Applications of Eq. (4) may result in very steep acceleration ramps, and very high peak tensions during starting. The need for longer acceleration ramps has led to the "one minute per km (of conveyor length)" rule. This rule generally yields satisfactory results. In the case of conveyor lengths exceeding 2-3 km, the results of the dynamic belt analysis can be used for determining an acceptable acceleration ramp length, as the use of the "one minute per km" rule may result in unnecessarily long acceleration ramps.
2.3 Stopping
The stopping of a long, high modulus belt is potentially more damaging and less controllable than its starting. NORDELL and CIOZADA [4] found that the belt's internally stored strain energy reacts with a higher specific impulse (during stopping) than the impulse which can be generated by the drive system (during starting).
The creation of tension waves during stopping long belt conveyors has to be contained within safe limits. The possibility of aborted stops and emergency braking stops must be thoroughly analyzed in the dynamic analysis.
The shape of the stopping ramp may not be as critical as the shape of the starting ramp. But the stopping ramp may have to be extended with flywheels on the drive system input. In most cases, the inertia of drive and motor must stay connected to the belt conveyor to avoid very short stops.
2.4 Overload Protection
All belt conveyor components must be protected from overloads. The motor and drive system may be sufficiently large in many applications to start an overloaded conveyor. The possibility of accidentally starting or running an overloaded conveyor must be eliminated by using a drive system with an adjustable maximum torque limit. Just as a drive system can input excessive torque into the conveyor, a load surge going through the conveyor can also overload the reducers and mechanical components of the motors. So, elimination of the overload possibility in all elements of the belt conveyor implies that this torque limiting feature of the drive system be located at the very output of the drive system (Fig. 4). This is a key requirement. Equally important is the dynamic responsiveness of this torque limiting feature which should eliminate the possibility of a major but momentary load surge on the belt conveyor passing through the torque limiting section into the reducer and motor.
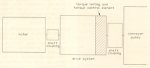
Fig. 4: Location of the torque limiting and torque control element
2.5 Load Sharing Among Multiple Drives
Most long conveyors employ multiple drive systems. Proper load sharing among these drives during all phases of conveyor operation is required to minimize the loads and stresses on all conveyor components. Even very rudimentary drive systems can be sized and fine tuned to properly load share at the design operating point (design load, typically uniformly distributed load, design belt speed, etc.). But conveyors rarely operate at design operating points. Proper load sharing among multiple drive systems will require cascaded PID control loops for the control of drive speed (slip) and drive output torque, as show in Fig. 5. The drive system should allow precise torque control at very nominal (low) slip values.
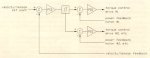
Fig. 5: Cascaded PID loops for speed and torque control
HARRISON [9] has extensively studied the load sharing and overload control on spatially separated multiple drives on underground booster systems at Ulan Coal Mines, Australia and Twentymile Coal Mine, USA. The dynamic tension control on such complex conveyors using low modulus fabric belts is seriously compromised by aperiodic tension waves. These aperiodic tension waves cause very erratic load switching and oscillating load sharing among the multiple drives. These chaotic tension waves must be contained to prevent the failure of belt splices, drive system reducers and other mechanical elements by high cyclic loads. HARRISON found that very low reflected inertia (very low stiffness) of the drive is the key to successful control and management of the aperiodic tension waves. This, once again, leads to the key requirements that the drive torque control element must have a very low inertia and be located at the very output of the drive, as shown in Fig. 4.
2.6 Other Drive Requirements
Other requirements of the long conveyor drive system have to do with minimizing stress on the electrical system of the conveyor. The drive system should allow the conveyor motors to be started unloaded. The unloaded motor start minimizes the duration of the damaging inrush current in the motor (Fig. 6). The drive system should also allow the conveyor engineer the flexibility of stopping the conveyor without stopping the motors (when the stops will be for short durations, and where doing this is permitted). This will avoid the high inrush currents wherever possible. Studies on large motors in utilities in USA [10] have shown that a significant 37% of the motor failures are related to insulation damage caused by the electrical stress from high inrush currents.
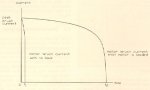
Fig. 6: Motor inrush currents during its startingTo minimize the stress on the power supply system, the conveyor motor starts should be staggered. This will avoid the problems resulting from excessive line voltage sags.
The drive system controls should included self-monitoring and self-diagnostics to avoid catastrophic drive system failures and to minimize the down time when there is any drive system problem. The controls should also allow the conveyor engineer full operational flexibility, e.g., if one drive system on a conveyor with multiple drive systems has to be temporarily taken off line, the conveyor operation should still continue albeit at a lower loading.
Finally, and very importantly, the drive system should not lead to complications by generating unacceptable levels of line pollution (noise).
2.7 Summary of Technical Requirements of the Drive System
The discussion of Sections 2.1 through 2.6 can be consolidated into the following set of requirements for the drive system on long belt conveyors:
Acceleration (velocity-time) ramp for starting as given in Section 2.1, i.e., either a cycloidal-front shape or a parabolic shape, to minimize dynamic tensions and belt jerks.
Long acceleration ramps, following either 'one minute per km' rule of thumb or (preferably) the recommendation of a dynamic analysis.
Long deceleration ramps by allowing the rotating inertia of drive system (and motor) to stay connected to the conveyor during stopping.
Very responsive and sensitive over-load protection for both the conveyor and the drive system through a torque limiting feature at the very output end of the drive system.
Responsive and accurate load sharing for conveyors with multiple drive systems, through a torque control feature at the very output end of the drive system.
The capability to stagger start the motors unloaded and, if allowed, stop the conveyor without stopping the motor.
Flexible and comprehensive controls to include self-monitoring and self-diagnostics.
Minimum or no line noise generation.
3. Economics of the Drive System Decision
On most of the belt conveyor projects, the drive system specifications and selection decision is often handled in isolation. This usually leads to the selection of the most inexpensive drive system that is deemed 'satisfactory' to operate the conveyor. This type of isolated decision making can seriously compromise the overall economics of the project. The drive system selection should be integrated into the design of the total conveyor and the objective should be to maximize the overall economics of the belt conveyor.
3.1 Ramifications for the Belt Safety Factor
Steel cord belts are typically selected with a safety factor (SF) of 6.7. Fabric belts are usually selected with a SF of 10.0. These SF are based on standards which were developed when the belt and drive system technology were not as advanced as they are now. The latest technology for belts and the use of the right drive system can allow significantly lower SF values which will be more than sufficient.
A review of the present state of research and recommendations on the belt safety factor follows.
For steel cord belts, HARRISON [6] arrives at the following requirement for SF under the assumption that the steel cord belt is operated midway along its linear elongation curve, and that the acceleration ramp is as indicated in Eq. (l):
SF ≥ 3 ( 1 + m*Vπ/ 2TT1 ) (5)For the fundamental mode of longitudinal belt vibration, m* will be one-fourth of the total belt mass.
Although Eq. (5) is based on idealized relationships, it is clear that by using Eq. (1) as the acceleration ramp, and by significantly extending the acceleration ramp, the SF can be less than 4.
NORDELL [11] has shown that by using the acceleration ramp defined by Eqs. (2) and (3), instead of a linear acceleration ramp, the peak belt stress, peak motor starting torque and peak T 1 / T2 can be reduced by approximately 15% for a 4,400 ft long overland conveyor, with 2,500 hp head drive and tail take-up, transporting 9,500 t/h. The implication is that by using the parabolic acceleration ramp, defined by Eqs. (2) and (3), the belt SF can be reduced by approximately 15% (or a similar magnitude, depending on the specific installation).
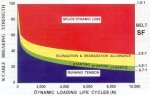
NORDELL [12] has presented Fig. 7 to illustrate the relative contribution of the four factors that set the criteria for the belt's strength rating. This figure represents an interpretation of the DIN Standard 22101, Belt Conveyors for Bulk Materials (1982) [2]. A discussion of the belt safety factor definition and the composition of the four constituents shown in the figure is beyond the scope of this paper. Nevertheless, some pertinent observations regarding the belt safety factors can be made. From the figure, there is a starting and stopping strength allowance of 40% of the running tension,
NORDELL considers a 15% allowance, instead of 40%, appropriate when the belt dynamics design considerations are properly addressed. Correct drive selection, leading to minimization of dynamic tensions and instabilities when starting, stopping and operating the belt, is among the factors necessary to properly address the belt dynamics design.
Fig. 7: The relative contribution of the four factors determining the best safety factor, [12]Elongation and degradation allowances are comparable to the running tension. Load sharing differential on multiple drives is one of the force constituents represented in the elongation and degradation allowance, and this differential results in a 10% of running tension allowance. Most of this allowance can be eliminated by using the right drive systems to properly address load sharing. By reducing the starting and stopping strength allowance to 15% of the running tension, and by eliminating most of the allowance for load sharing differential on multiple drives, the belt SF is reduced from 6.7 to less than 5.5.
NORDELL [13] has concluded that proper attention to the design of the belt and conveyor should allow the belt SF to be lowered to 4.5 for belt strength ratings up to ST-2000 N/mm, to 5.0 for belt strengths ratings up to ST-6000 N/mm, and to 5,5 for belt strength ratings up to ST-8000 N/mm. The proper attention to design must include addressing the issue of belt dynamics thoroughly.
From the data presented in A, B, C and D above, it can be conservatively stated that for steel cord belts, reduction in SF from 6.7 to 5.5 (or even a lower value) is totally feasible by properly addressing all the belt construction and belt dynamics considerations (including the selection and use of the right drive system). Similar conclusions can be reached for the fabric belt SF.
3.2 Ramifications for Other Conveyor Components
A reduction in belt safety factor will potentially result in a significant reduction in belt weight. Obviously, this implies lower loads on idlers, resulting in more economical idlers. The reduced belt tensions as a result of lowered belt weight imply less stringent specifications for the pulleys, and smaller motors, drive systems, couplings, holdbacks, etc.
3.3 Immediate Payback for Drive System Premium
For long conveyors, the reduction in belt safety factors, and the reduced specifications for other conveyor components, as discussed in 3.1 and 3.2, will typically yield an overall cost reduction that will generally be (at least) many times more than any price premium for the right drive system. The belt cost usually constitutes at least 25%-35% of the total investment on a major conveyor project. It is easy to see that just the reduction in belt strength on any project, resulting from the selection of the right drive system and other design considerations, can yield millions of dollars of savings. The cost savings from improvements in motor size, number and complexity of splices, pulley size, idler life and structure, resulting from a reduction in belt weight can also be very significant. In other words, the price premium for the best drive system will be paid back immediately.
Of course, the benefits of the best drive system start once the system is commissioned. Higher conveyor availability resulting from the higher drive system availability has significant financial ramifications for the user, e.g., avoiding each hour of downtime on a mainline belt conveyor at a large coal mine can translate into a gross profit increase of $15,000 or more.
4. Toward the Goal of an Ideal Drive System
The following are the well-known general classifications of drives systems for large belt conveyors:
wound rotor motor and gear reducer
DC motor and gear reducer
squirrel cage motor, adjustable fluid coupling and gear reducer
squirrel cage motor with adjustable frequency control and gear reducer.
All of these drive system options fall short of meeting the requirements presented in Section 2.7. The reason for this disdrepancy is very simple: all of these drive systems options are general-purpose drive systems developed for a satisfactory level of performance on a myriad of industrial applications. None of these options were designed specifically for long belt conveyors.
It is clear from the discussion in Section 3 that if an ideal drive system for long belt conveyors could be designed, it should also prove to be most economical in the context of the total conveyor economics. The Dodge Group of Reliance Electric Company (USA) has focused on providing the belt conveyor engineers with a drive system designed specifically for long belt conveyors. A brief description of this drive system, and some of its case studies follow. The OST can be used with any standard squirrel cage AC induction motor. The standard motor is not included in the following description of the CST.
4.1 Dodge CST Drive System
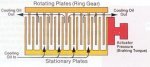
The CST internals consist of three distinct parts: an input section, an output section and a disc pak (Fig. 8). The input section consists of either a one- or two-stage helical reduction for parallel units, or a spiral bevel stage followed by a helical stage for right angle units. The output section consists of a sun gear (1), planet gears (2) which are connected to a planet carrier (3), and a ring gear (4). The disc pak (Fig. 9) consists of two sets of meshed plates. The stationary plates are connected to the housing, and the rotating plates are connected to the ring gear. When no hydraulic pressure is applied to the disc pak, the rotating plates (and the ring gear)

Fig. 8: CST
are free to rotate. As hydraulic pressure is applied to the disc pak, the motion of rotating plates (and ring gear) is retarded. Finally, if there is sufficient hydraulic pressure, the rotating plates (and ring gear) will 'lock-up' with the stationary plates.
Fig. 9: CST disc pak
The motor rotation is transmitted through the input section to the sun gear (1) in the output section. The sun gear rotates the three planet gears (2). When the ring gear (4) is free to rotate, i.e., when there is no hydraulic pressure in the disc pak, the planet gears rotate the free-floating ring gear. The planet carrier (3) does not turn. The output shaft, which is part of the planet carrier, remains stationary. As the pressure is applied to the disc pak, the ring gear motion is impeded, and the planet gears start revolving on the ring gear to compensate for this impeded motion. As a result, the planet carrier and the output shaft start turning. By controlling the hydraulic pressure in the disc pak, the transmission of motion and torque from the motor to the CST output shaft can be precisely controlled.
The other major parts of the CST are a cooling system, a hydraulic actuator and electronic controls. The cooling system is sized to remove the dissipated heat from the relative motion of rotating and stationary plates in the disc pak. The cooling can be with air or water. The hydraulic actuator generally consists of a mechanically driven hydraulic pump and a pressure control valve to control the disc pak pressure. The electronic control is usually furnished with each CST to monitor the unit, to control its operation and to interface with the user system. The sensors and transducers for monitoring the CST are part of this control. On a typical CST, all of the following parameters are monitored:
sump temperature,
coolant flow or pressure,
lubricant pressure,
hydraulic (disc pak) pressure,
input speed and line frequency, and
output speed.
The input speed and line frequency are monitored to approximate the motor power through motor slip. In addition, other parameters, e.g., belt speed (slip), belt tension, motor winding temperature, motor and CST vibrations, can also be monitored.
4.2 Case Studies
A brief review of some case studies is presented to illustrate the success of the conveyor engineers in attaining the goals discussed and presented earlier in this paper.
4.2.1 Case A
One of the key features distinguishing the CST from other drive systems is the location of the torque control and torque limiting element at the very output end as prescribed in Sections 2.4 and 2.5. The hydraulic lubrication of this disc pak is in the transition region between a hydroviscous layer and a boundary layer. Its sensitivity, time response characteristics and stability have been successfully tested and proven at all installations. To test the disc pak under more rigorous and objective scrutiny, tests were conducted in 1993 on the CST by the Deutsche Montan Technologie (DMT), an independent testing and research organization in Germany for mining technology and equipment. Westfalia Becorit Group of Companies, a partner of Dodge in the development of state-of-the-art drive system technology for chain conveyors in longwall coal mines, organized these tests. One of the objectives of the tests was to investigate the sensitivity of the CST disc pak to confirm its suitability for performing the functions of load sharing and overload protection on chain conveyors. The tests were run with Westfalia Protec controls. Although chain conveyors behave quite differently from belt conveyors, the intrinsic characteristics of the CST disc pak confirmed by the DMT tests are unaffected by the application.
Fig. 10 from the DMT tests [14] shows the disk pak's stability at 0.5% slip. The horizontal axis is time in seconds, and the three graphs indicate the load, the hydraulic pressure in the disc pak and the slip. Fig. 11 shows the responsiveness of the disc pak in accurately following a programmed slip varying from 0.2% to 3% (of full speed). The DMT tests have confirmed the totally stable and responsive operation of the disc pak in the 0.2%- 6.0% slip range, the full slip range for which the tests were conducted. The stable and responsive characteristics of the CST disc pak allow accurate overload protection and (in the case of multiple drives) precise load sharing on long belt conveyors.
Fig. 10: Results of tests on CST showing its stability at 0.5% slip [14]
Fig. 11: Results of tests on CST showing its responsiveness and stability in following a 0.3%-3.0% slip ramp cycle [14]
4.2.2 Case B
The Mountaineer Coal Mine in West Virginia, USA, of Mingo Logan Coal Company (Ashland Coal Company) is one of the most successful coal mine investments in recent times. This mine is widely acknowledged to be one of the most productive (tons mined per person) underground coal mines in the world. The engineers at this mine have used state-of-the-art technology and equipment to achieve this position of leadership. Dodge CSTs are used by this mine on its belt conveyors.
The mine employs many of the techniques mentioned in Section 2 to minimize dynamic belt tensions and tension transients. This mine has realized the economic benefits of making the correct drive system selection as presented in Section 3. As an example, one of the 3.14 km long panels was to be developed with a 54 inch (1372 mm) wide, 800 PIW fabric belt. The mine successfully used a 400 PIW belt instead, thus reducing the safety factor of the fabric belt to about 5.0 instead of the more traditional 10.0. MULLINS and HAMBRICK [15] have described this and other successes at this mine. They have reported the lifetime availability for all CST-driven belt conveyors at this mine to be 99.6%. Table 1 shows the data on usage and availability of all belt conveyors at this mine.
Table 1: Belt conveyor availability data at Mingo Logan's Mountaineer Mine [15]
4.2.3 Case C
The Twenty mile Coal Mine in Colorado, USA, of the Cyprus Amax Minerals Corporation is widely acknowledged as a technological world leader among underground coal mines. Excellence in engineering and operations management can be noted throughout this mine. Dodge CST drive systems are used on the belt conveyors in this mine. This mine employs the longest and most complex belt conveyors and largest drive systems among the underground coal mines worldwide.
HARRISON [9] has conducted extensive research on successfully coping with power oscillations and dynamic instabilities on long booster conveyors with low modulus fabric belts using data from this mine. The importance of CST in effectively coping with the problem of power switching and dynamic load sharing oscillations was confirmed by the research. Based on his research, HARRISON [16] has concluded that the "CST may be used very effectively in a slip mode to reduce the effective stiffness of the motor and so reduce, the rate of elastic strain build-up (oscillations) along the belt".
Table 2 is the Conveyance Delay Report from this mine for the fourth quarter of 1992. There were about twenty CST in use at this mine. As this report indicates, during this quarter, only one delay lasting five minutes could be attributed to CST. Exceptional equipment availability at this mine is one of the factors responsible for this mine's phenomenal growth rate and low cost of production.
Table 2: Conveyance delay analysis at Twenty mile Mine, 4th quarter, 1992
SINGH [17,18] has presented many other case studies to clearly illustrate the scope for significant improvements in the performance and economics of long belt conveyors by the use of CST drive systems.
5. Conclusions
The drive systems play a significant role in affecting the performance and economics of long belt conveyors. The drive system requirements for this application are now fairly well understood in terms of the starting and stopping ramps, overload protection, load sharing, etc. The use of the right drive system will lead to major reductions in tensions and tension transients in the large belt conveyor. This favorable operating condition can be used to lower the belt safety factors to values which will still be sufficient. The reduction in belt size and weight, in turn, will reduce the size of all other conveyor components and the structure. The result will generally be a very substantial economic benefit for the conveyor project, a benefit that should be far in excess of any price premium that the right drive system may have. Despite such clear-cut benefits of using the right drive system, options available to the conveyor engineers fall far short of the specific requirements the drive system should meet. This is a result of the drive systems being designed as "general purpose" drives by their suppliers, to be satisfactory for a large number of industrial applications. At least one drive system is now available that is designed specifically and only for long belt conveyors. This "definite purpose" drive system has proven its value at many leading mines in the USA and elsewhere. It is important that the belt conveyance community consider the drive system an integral part of their field, and not a specialty machine whose design and application are left only to the suppliers. An increased focus on the drives system specifications and on its integration into the conveyor will contribute significantly to continued improvements in the design and economics of long belt conveyors.
Acknowledgments
The author would like to thank the Twenty mile Coal Mine in USA for allowing the use of data from their mine in this paper. The author also wishes to acknowledge the assistance of the Westfalia Becorit Group of Companies, the partner of Dodge for the chain conveyor drive technology, for supporting and arranging the CST tests at the DMT facility in Essen, Germany. A special appreciation must be extended to Cyprus Amax Minerals Corporation, Mingo Logan Coal Company, and many other companies, whose confidence, support and farsightedness has led to the development and refinement of a drive system specifically for long belt conveyors.
References
CEMA (USA): Belt Conveyors for Bulk Materials; 3rd Edition, 1994.
DIN 22101: Belt Conveyors for Bulk Materials, 1982.
ISO 5048: Continuous Mechanical Handling Equipment, 1979.
NORDELL, L.K. and CIOZADA, Z.P.: Transient belt stresses during starting and stopping: Elastic response simulated by finite element methods; bulk solids handling Vol. 4, (1984) No. 1, pp. 93-98.
HARRISON, A.: Modern concepts in belt conveyor engineering: Propagation of dynamic stress in high modulus belts; Anti Materials Handling Conf., Johannesburg, South Africa, Sept. 1985.
HARRISON, A.: Criteria for minimizing transient straw in conveyor belts; lnt. Materials Handling Conf., Johannesburg, South Africa, May 1983.
NORDELL, L.K.: The theory and practice of belt conveyor dynamics analysis; lnt. Materials Handling Conf., Johannesburg, South Africa, 1987.
NORDELL, L.K.: The Channar 20 km overland - A flagship of modern belt conveyor technology; bulk solids handling Vol. 11 (1991) No. 4; pp. 781-792.
HARRISON, A.: Power oscillation mechanisms in booster conveyors; MECH '91, Ant. Mechanical Eng. Congr., Sydney, Australia; July 1991.
Improved motors for utility applications industry assessment study: Vol. 1 and 2; Electric Power Research Institute (USA), Report EL-2678, October 1982.
NORDELL, L.K.: improved high capacity conveyor, designs; American Mining Congress; San Francisco, USA, 1989.
NORDELL, L.K.: Steel cord belt and splice construction: Modernizing their specifications, improving their economics; bulk solids handling Vol. 13 (1993) No. 4, pp. 685-693.
NORDELL L.K.: Steel cord splice design and fabrication techniques; SMME Annual Meeting, Reno, Nevada, USA, Feb. 1995.
Investigation of the system characteristics of the OST gearbox with the integrated functions load sharing, overload protection and no-load start-up; DMT Report No. 531 193-A/138, Bochum, Germany, October-December 1993.
MULLINS, J.M. and HAMBRICK, L.W.: State-of-the-art conveyor control system; Longwall USA Conference, Pittsburgh, USA, June 1994.
HARRISON, A.: Control modeling for belt drive sequencing; Longwall USA Conference, Pittsburgh, USA, June 1993.
SINGH, M.P.: Requirements for drive systems on large belt conveyors; Ant. Conf. on Advanced Technology & Equipment of Materials Handling; Shanghai, China, Oct. 1994.
SINGH, M.P.: New belt conveyor drive system technology for high capacity mines in Asia Pacific; 4th Asia Pacific Mine Conference, Jakarta, Indonesia, October 1994.
Mr.
M.
P. Singh,
Dodge Group - Reliance Electric Company, |
![]()