|
Limitations of Theoretical Splice Design for Steel Cord Belts |
|
A. Harrison, USA
Courtesy : Trans Tech Publications - Bulk Solids Handling Journal
Summary
New splice layup patterns are continually being researched in order to improve splice static and dynamic efficiency. This emphasis has come about largely due to the need of industry to in- crease belt strength, speed and tensions developed around drive drums. The practical application of new splice designs that are theoretically optimum, based on layup and stress-analysis by finite element modelling (FEM), is discussed. The paper will describe some of the limitations of an ideal splice design based on testing experience and mechanical analysis.
1. Introduction
Analytical techniques such as finite element analysis and photo-elasticity are being applied to conceptual splice designs in an attempt to prove more optimum designs [1]. It is interesting to note that steel cord belts have been in operation for a long time, and there are slope installations where splices have now lasted close to 15 years without sign of degradation. Eventually, water ingress into the cover of the parent belt at a cut causes corrosion in the belt cords and splice. Propagation of moisture along the cords into the splice is well documented [2]. Belt manufacturers have known how to design splices for their belts for many years because they have recognized the importance of the splice in system reliability.
It is even more interesting to see the adaptation of new cord construction techniques and open-weave cables in the belt making process because of the benefit gained in splice efficiency through a better penetration of the rubber into the cord. Such improved penetration increases cord pull-out strength and provides a higher degree of corrosion protection. Nevertheless, one must recall that 15-year-old belts did not have such technology available at the time of manufacture and they still manage to prove splice life of a similar duration. Testing of these belts by destructive and non-destructive methods has shown that moisture ingress finally limits re-splicing ability.
Research on the topic of splice failure in steel cord belts started in about 1983 and a number of papers have been written on this topic, [3,4]. Adhesion breakdown mechanisms were also studied in some detail [5]. The outcome of this research showed that splice life is critically dependent on site fabrication technique and in-service conditions. One lasting result of this research was the submission of a splicing draft standard (by the author) to the Standards Association of Australia. The draft document became a Standard in 1988 [6]. This standard recognizes many of the limitations to splice construction and provides a code of practice that field splice fabricators can apply to maximize the chance of a strong splice.
Not stated in the Standard are design (layup) types and mechanical stresses that occur as a consequence of bending and differential stress conditions encountered in a typical conveyor system. More recently, Dr. VON DER WROGE of Hannover University, Germany [7] researched splice design and stress distributions between cords. In addition to this research, FEM has been used to show pictorially the strain ffinges in an ideal model of cord overlap in a small element of a splice [1].
As the title of this paper indicates, there are limitations to splice design that will result in real test values being less than those predicted. Issues related to the fabrication variables of a real splice and the resulting strain dynamics are worthy of discussion.
2. Factors Governing Splice Life
The obvious fabrication factors that govern splice life in some way are listed in the previously mentioned Standard AS 3522-1988, by way of a list of procedures necessary to maximize adhesion in a splice. These factors include:
Environmental conditions - moisture, humidity, dust, handling (cleanliness) and temperature of the splice area
Materials - age, shelf life, size of tie gum strips for the splice stage (step), type of solvents, compatibility of covers to bonder material, new to old belt splicing issues
Mechanical - splice step design, cord spacing for the particular chosen step and cord diameter, splice length, length of butt gaps on the splice, matching belts from different manufacturers, splice curing time, layup quality, splice straightness
Electromechanical - vulcanizer calibration, temperature sensor monitors, platten temperature distribution, pressure control, temperature control.
The not-so-obvious factors that may limit splice life include those that are field or in-service related, and in particular drift in cable location during the splice curing process. Reviewing these, one may list the following points that limit splice life after fabrication:
Impact of rock or ice - intercord rubber volume, rupture due to high shear loads, bond failure at the cable interface, broken cables, tunnelling of cords without chemical adhesion (leaving a bulge eventually)
Skive lifting - poor splice cover/belt cover adhesion, belt scrapers causing skives to crack at the newlold interface followed by fines ingress further opening up the skive, water enters the splice, splice corrodes
Excessive sag at load points - high splice shear coupled with impact at the load point
Belt edge vibration - rapid cycling at up to 15 Hz of splice edge in resonant zones of the conveyor
Starting/stopping stresses - splices that experience high dynamic stresses in high tension zones of a conveyor may exhibit skive damage
Fabrication variations - movement of splice cables in the vertical and horizontal plane during the curing process, leads to weaker splices, shift in tension center-line, mistracking, edge damage
Belting issues - belts manufactured with latent strains [8] will result in abnormal splice stresses.
In any splice layup design, factors such as those listed above have a significant influence on splice life, no matter how well the splice layup pattern is designed.
The last two points related to fabrication and belting are more interesting problems that are difficult to control during splice curing or belt manufacture. The influence of these particular factors will be discussed in relation to theoretical splice design.
3. Layup Drift
Cord migration in the vertical and horizontal plane during curing is the key factor leading to higher inter-cord stresses and early elastomer failure. Horizontal cord migration can often be seen in X-ray photographs of a splice [1,2], but vertical misalignment cannot be seen by the X-ray method.
Various methods for non-destructive testing of cord alignment [8] have been used to physically inspect splices after curing. Vertical cord plane misalignment occurs during rubber flow due to:
pressures in the curing mass caused by differential temperatures and rubber flow forces
flow of entrapped air
flow of rubber into voids
unwinding strains in the steel cord as it thermally expands (torque effect)
relaxation of slightly bent cords (torque and bending effects).
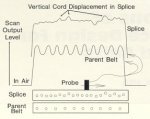
Figs. 1 and 2 show the cases for vertical and horizontal cord displacements, respectively. Both cases lead to stresses in the splice that can reduce splice life. The vertical cord migration is particularly damaging in high tension belts when pulley bending and reverse bending occur [9], because this process sets up very high shear stresses in the rubber between cords that are displaced relative to neutral axis of bending. In Fig. 1 the use of NDT probes to test belting cord alignment is particularly useful for splice cord position testing. Testing of splices after construction provides a useful base-line on the quality of the splice.
Fig. 1: Vertical cord displacement in the splice and the NDT signature of the cord alignment showing the deviations
Horizontal cord migration can also be detected by NDT probes, as shown in Fig. 2. This particular type of cord drift is largely responsible for splice mistracking because the splice center-line of tension is altered by the load sharing.
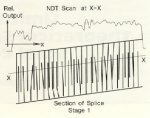
Fig. 2: Horizontal cord displacement in a splice due to cord/rubber flow dynamics showing the resulting unevenness of the NDT signal
Fig. 3 shows the type of strains produced inside a splice for bending and mistracking situations. It would be useful research to study the rubber shear stresses in situations such as illustrated in this diagram.
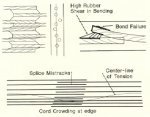
Fig. 3: Rubber shear strains in a splice with vertically displaced cords (top) causing bond breakdown particularly in bending, and the effect of horizontal cord movement on splice tracking (bottom)
4. Belting-induced Splice Stresses
Although the topic has not been discussed before, there is considerable evidence that the built-in strains in a newly manufactured belt (latent strains) can cause splice stresses that are not uniform. For example, when belting with drooping edges (longer edges) is spliced, inter-cord shear in the center region of the splice increase when the splice is put under operating tensions.
The effect that drooping belt edges has on splice life is that extra strains are produced, which in conjunction with layup drift, results in a splice that "works" harder, locally, by shearing to a greater extent relative to the other area of the splice. Fig. 4 illustrates the strain decay mechanisms at work in a belt with drooping edges, including the differential splice load. Splices that join belting of this type usually fail first in the center portion.
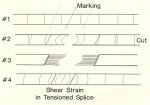
Fig. 4: Pictodal representation of a splice with elevated center stresses due to belting with drooping edges
Another test of splice layup uniformity is easily made when a steel cord belt scan is performed [4]. On many occasions, there are a number of "theoretically" identical splices in a belt. The magnetic signatures, however, vary by small amounts, and such variations in splice signatures [9] are indicative of cord migration. A good deal of information has been published on the testing of belting and splices and so the reader is asked to review some of the references.
5. Conclusions
Splice design has evolved into a science where layup configurations can be tested for high stress zones using tools such as FEM. Modelling enables the rapid visualization of the effectiveness of each splice design and this further permits the development of optimum load-sharing splices that minimize local stresses. However, in practice, such splices still suffer the problem of cable movement that downgrades the optimum splice design.
Care will need to be taken to ensure that a new splice design is not prone to the dangers of high stress generation if cords move, as discussed in this paper. In addition, it may be useful to recognize that theoretically ultimate splices still need some safety margin to accommodate the above concerns. Physical testing and NDT methods are very useful when checking a new splice for internal irregularities. X-ray testing is not always cost effective or optimum in the search for splice defects.
References
NORDELL, L.K.: Steel Cord Belt and Splice Construction; bulk solids handling Vol. 13 (1993) No. 4, pp 685-693.
HARRISON, A.: A New Technique for Measuring Loss of Adhesion in Conveyor Belt Splices; Aust. J. Coal Mining Technol. & Research, 1983, No. 4, pp 27-34.
HARRISON, A,: Detecting Failure in Vulcanized Conveyor Belt Splices; bulk solids handling Vol. 4 (1984) No. 4, pp. 865-868.
HARRISON, A. and GHys, S.: Evaluation of the Inverse Problem for NDT of Magnetized Steel Cord Belt Splices; Proc. 12th World Cong. NDT, Amsterdam, 1989, pp 330-335.
HARRISON, A.: Examination of Adhesion Failure in Belt Splices by Impact NDE; Proc. Composites Cong. 89 Asia Pacific, 1984, Vol. 21 pp. 542-553.
Australian Standard AS3552-1988: Conveyor Belting Guide to Splicing Steel Cord Belting (1988).
VON DER WROGE, H.: Gestaltung und Auslegung der Verbindungen Hochfester Stahiseil-Foerdergurte; Doctoral Dissertation, Hannover University, Germany (1991).
HARRISON, A.: Stress Distribution in Steel Cord Belts with Cord Plane Defects and Inlaid Repairs; bulk solids handling Vol. 8 (1988) No. 4, pp. 443-446.
HARRISON A.: Testing Conveyor Belt Splices with a Magnetic Conveyor Belt Monitor; J. NDE. Vol. 5 (1986) No. 1 pp. 15-19.
Prof. Dr. Alex Harrison, President |
![]()