Steel Cord Belt Monitoring for
Commissioning Tests and System Evaluation
A. Harrison and G. Barfoot, USA
Courtesy : Trans Tech Publications - Bulk Solids Handling Journal
Summary
Steel cord belt monitoring is being used very effectively in the testing of older belts and in the generation of base-line data collected during commissioning tests. The technology for testing belts has advanced considerably over the past 10 years, and data format is more comprehensive than before. The ability to link NDT and system mechanical evaluation together forms a very cohesive level of technology designed to maximize conveyor availability. This paper describes only the aspect of belt testing in relation to full audit capability for steel cord belts.
1. Introduction
The non-destructive testing (NDT) of a steel cord belt involves the monitoring of a cord condition inside the belt by non-contact sensors. The first NDT scan of a steel cord belt was conducted in 1979 [1]. The technology of conveyor belt monitoring (cbm) was invented (US Pat 4439731) and has evolved to new more sophisticated forms in the 90s. Current technology being used to test steel cord belts is only one part of a belt system's testing procedure, which incorporates many other advances in belt measurement. One type of test program is the commissioning scan.
A commissioning scan provides base-line data from which belt deterioration may be monitored in time. Typical deterioration that occurs in time with a steel cord belt includes:
damage to belt covers from the bulk material
broken cords in the belt due to impact
rusted steel cables due to water ingress
damage to the belt edge from mistracking into structure - may result in rip
splice skive deterioration causing weakness
rubber hardness increase with time causing higher slip potential
wear on the covers due to material/idler interactions.
These types of deterioration provide the measurement scientist with a guide against which testing can be based. A commissioning scan should address those measurements that will provide a meaningful amount of useful data for future comparison with new measurements. A commissioning scan can be carried out on old or used belt, or on new ones. From the basic ways belting deteriorates, the following measurements are selected for a commissioning scan on new or used belting:
Belt reinforcement continuity tests of the steel cords
Belt tracking signatures and dynamic tension measurement
Splice magnetic signature measurement and its tracking characteristics
Cord profile (alignment tests at specific locations)
System inspection that highlights potential problems.
In addition to devising monitoring systems to collect the above base-line data, the original belt quality needs to be reviewed.
An essential aspect of modern belt conveyor design is the ability to specify belting life. Most new conveyor installations are designed to operate between 10 and 15 years, but if there are defects built into the belt at manufacture, then the significance of such defects, once detected, needs to be determined in terms of potential life reduction. In addition, structural design issues need to be addressed in relation to potential belt damage.
A well-known anomaly that can cause cord breakdown is buckles in the cord plane. Cord buckles tend to deteriorate and break. They occur at regular intervals along the belt, typically 31 feet (press length) and so such effects are sought in a commissioning scan as a way of isolating potential future problems. Examples of varying degrees of defect and damage levels are given later in this paper.
In order to prove the location of any such cord plane defect, a tracking signature is included to lock or synchronize the NDT signal to the physical characteristics of belt width variations at the press length.
When cord alignment is suspect, the belt is stopped and fine details of the cord plane are tested using NDT hand scan probes that detect each cable. In the latter application of the NDT technology, new belts can be commissioned and their cable load sharing characteristics can be mapped for the entire belt.
2. Commissioning Scan Methodology
After the new belt is installed and spliced together, it is important to obtain base-line data as early as possible to ensure that the belt is tested in its original state and free from damage due to material loading or mistracking. Immediately after splicing is completed and the belt is tensioned ready for operation, the testing should ideally begin.
For belts with more than one splice, the start of the shortest length of belt is used to denote splice #1. All splices are then coded on the data. If the splices are pre-marked during construction, then these numbers are used in the reporting.
The steel cord belt needs to travel a number of revolutions to measure background magnetic fields in the belt. A process of field nulling and weak magnetic domain alignment is then implemented to uniformly induce fields axially in the steel cords. Repeatable signatures will usually be obtained, or at least, base signatures will include non-repeatable events that can be explained by some other effect, such as structure or load variation.
The splice is also scanned, as is the belt covers for cord alignment. In some cases, a more complex analysis is needed if slip or other dynamic stresses are suspected or observed. In a commissioning audit, such effects are site specific and need to be determined on site.
An NDT commissioning report is purely restricted to the non-destructive testing aspects of the belt itself. Recommendations on other aspects of operation are usually stated. A commissioning audit will include an NDT commissioning scan. Fig. 1 shows, the operational functions performed in the commissioning of a steel cord belt when new or when base data is required for belts that have been in service for sometime.
Fig. 1: Levels of testing and analysis for commissioning a new steel cord belt or testing belts with damage
3. Belt Non-Destructive Testing
3.1 Steel Cord Continuity Signals (New Belting)
There are two types of continuity tests conducted in a commissioning scan, namely a broken cable test (older belts) or a cord buckle (new and old belts).
Fig. 2 shows the monitoring setup and the NDT system location for the belt scan. An electromagnetic and magnetic field are induced into the belt, and the impedance of the monitoring system, that includes the steel cords, is monitored.

Monitoring set-up for belt scanning
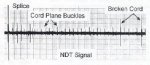
Fig. 3 shows the NDT data for an example of a new conveyor with the magnetized steel cords (top trace) of part of the belt length, while the lower trace shows the tracking signature for the same part of the belt. The large signals represent the splice, with one revolution being a repeating splice. Position of defects and damage are located readily by a number of detection methods.
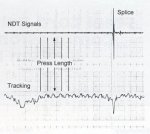
Fig. 3: NDT trace (upper) and tracking trace (lower) of a new belt showing press length related cord plane anomalies at small amplitude.
Reviewing the data, it is seen that there are small cord plane bumps at the press marks. Each press length is about 30 feet. Cord plane bumps of the type observed are not large by comparison to some other belts measured in the field. Fig. 4 shows larger amplitude cord plane bumps in which some cords have broken at the defect site [2, 3]. Returning to the data in Fig. 3, it is useful to record both tracking and magnetic signatures on the same graph in a commissioning scan for the following reasons:
The magnetic signature tells us about the belt's cable condition - cord ends show up as a large signal (see Introduction)
Cords that are joined in manufacture appear in the data as break signals (see Introduction)
Lateral cord misalignment affects the center-line of tension which governs tracking. Tracking is a direct indicator of cable load sharing equality. Tracking signature reveals press lengths by showing width variations that themselves have a signature.
Any magnetic anomaly (signal deviation) at the press length will be associated with vertical cable deviation in the belt. These buckles will eventually fatigue, depending on their severity.
Future NDT of the belt will look at the buckle signal to see if deterioration is occurring that will affect belt life. In addition, future NDT can discriminate between what is damage and what is natural deterioration at a defect site.
NDT analysis of future belt scans that show broken cables provides base data input for safety factor (SF) calculations.
Fig. 4: NDT of a belt with larger press length cord plane anomalies, showing broken cables near buckle sitesIn addition to the above new-belt tests for cable alignment at press ends, it is possible to determine from the signal shape the more precise nature of the defect. Fig. 5 shows how the NDT system in use of Conveyor Technologies discriminates between the various types of flaws found in press-related anomalies. Combination effects are also found. From the NDT data in Fig. 5, it appears that there are a variety of very small cord plane deviations in either direction (up or down) inside the cover material, that may lead to problems in belt reinforcement strength. Based on testing experience, these small deviations usually do not lead to early deterioration (cord breaks) unless there are other factors that create additional dynamic loads in the affected cords (such as large impacts, small pulley diameters or severe transitions).
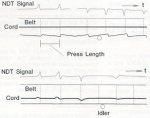
Fig. 5: Two possible scenarios for cord position irregularities at the press length3.2 Steel Cord Continuity Tests (Used Belting)
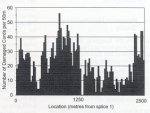
By the same methods described above, it is possible to use the NDT system in a similar way to the well-known "cbm" system to detect broken cords. The NDT signal shape is easier to analyze in terms of calibration accuracy than the "cbm" because of the symmetrical signal shape. Partial breaks, cord gaps (full breaks) and multiple inline or staggered fractures have a less complex signal field with the present technology making interpretation more accurate. Fig. 6 shows an example of the application of the new NDT system to cord break detection. This data shows the result of cord fractures from impact. Fig. 7 shows an example of how NDT damage data can be assembled for a steel cord belt.
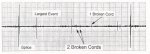
Fig. 6: Typical broken cord dataFig. 7: Cord damage measured by the NDT method for a belt with considerable damage3.3 Tracking Signatures
A belt's sideways motion during travel is termed the "tracking signature" because at any one location along the belt, the side-travel value will repeat. Repeating signatures represent belt related tension distribution variations caused by variations in steel cable load sharing across the width of the belt.
At any location that one desires to test, the belt mistracking will have the same dynamic signature even though it may also show an offset in position to other positions. Such offsets are due to overall tension changes in the belt. Usually, a belt's mistracking signature is greatest at the lowest tension.
A simple test on the belt's overall constructional cord alignment is to monitor sideways variations of the return belt.
A similar pattern will be seen on the carry side, but with about 1/3 the total excursion. If tracking on the carry side is greater than that expected, particularly under variable loading, then it usually indicates structure (idler) relative misalignment. As test location is varied, the offset signature will change in this case.
With this background, the data from any conveyor may be analyzed. A good location to conduct tracking measurement is at the drive area.
With reference to Fig. 3, tracking signature (it repeats every belt revolution) high-speed recordings of the cord plane magnetic variations at one edge of the belt show:
Variations in the fine detail of cord plane variations that indicate a gentle cord buckle every press length,
Direct correlation of the location of the magnetic signals to the dimensional variation of the rubber edge,
Localized non-repeating variations in the tracking data.
3.4 Review of Manufacturing Quality
Based on the foregoing discussion, a commissioning scan of a new belt reveals two aspects of belt manufacture that are important in assuring good belt life:
overall dimensional accuracy in belt width and cover thickness relative to the cable position,
overall load-sharing accuracy in terms of cable tension distributions.
The first point is sometimes cosmetic because as long as the belt runs straight on the structure, small dimensional variations will not usually lead to edge damage, splice skive damage due to belt scraper interaction, or excessive cover wear.
The second point is more important, because it affects the dynamic motion of the belt on its structure. it is important that the belt naturally tracks straight to avoid:
edge damage from structure collision,
excessive strains in the splice edges or centers,
onset of belt edge vibrations due to a slack edge,
edge drive lagging wear due to belt edge sag.
Initially, the NDT signature is used to detect any cord ends or cord plane induced variations in magnetic field that occur from cable position variations inside the rubber. These signals may represent small variations in cord alignment right at the press overlap area, and so need to be quantified for later reference.
Usually a section of belt that mistracks the most also produces a slight increase in edge sag indicating that cords in this edge of the belt have become less tight during manufacture, often characterized by cord pairing. Cord pairing is the result of thermal expansion and cord rotation in the curing process that leaves cables vertically displaced and closer together in a pair [4] (see Fig. 9).
While all of the above variations are small, their existence is reported for completeness and for future reference should the belt show signs of deterioration at the selected areas of interest.
4. The Splice Signature
A steel cord belt splice will have an externally measurable magnetic field that depends on its lay-up pattern [5]. Analysis of the signal shape that results from the NDT of the belt using the CTL sensors can reveal details about the splice such as incorrect lay-up patterns, damage or broken cords and degradation over time. The signature of a splice measured with the CTL sensors is symmetric and its NDT signal is easier to interpret than other systems.
Fig. 8 shows a typical splice record of a Stage 1 splice, a Stage 2 splice and a faulty splice layup. Variations in the splice signature can be measured to indicate splice weaknesses and areas of suspect adhesion. Recent research is enabling the prediction of splice NDT signatures of a belt prior to field testing. This development is very useful in determining the correctness of a splice signal according to its theoretical layup.
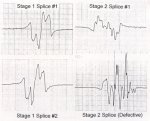
Fig. 8: Splice signatures for two Stage 1 splices with slightly different layup, and a Stage 2 splice with correct and incorrect layup.
Given the earlier discussion on tracking, it is more likely that the load sharing phenomena is governing the splice tracking. As a result of slightly less cable tension in one side of the belt, for example, the splice (that is layed up straight) actually runs off momentarily to the slack side before recovering to the average tracking position. The difference is observed because of stress relieving processes in the splice by virtue of the cut ends of the cables that have their locked-in strains removed by the splicing process. A commissioning scan may result in investigation into any splice anomaly that is observed.
5. Cord Alignment NDT
The cord position inside a new steel cord belt may be readily monitored using a variety of specialized eddy current probes for different cover thickness ranges, correctly interfaced to electronic amplifiers and demodulators.
Probes used to conduct NDT of cord alignment really measure the rubber cover thickness to the cord plane [3, 51. Any cord deviation vertically or horizontally results in a changed probe signature and so may be used as an indicator of cord plane integrity in a new belt.
To obtain base signatures, the following procedure is used;
Select a particular probe for the given cover thickness
With the appropriate recorder system, scan the probe across the belt over selected location (use a brand mark)
Scan top side (carry cover) and bottom side (pulley cover) of the belt at selected locations chosen to be the reference (these could be press marks, brand numbers or splice/belt areas)
Produce output signals onto a hard copy or recording system for analysis.
Fig. 9 illustrates the NDT probe tests of the carrying cover of a steel cord belt. The cord signature gives details on cover thickness above each cord. A map can be generated of the cord alignment if desired. As discussed already, these baseline cover profile measurements will be used in a future scan to determine the level of wear on the covers on the belt [6].

Fig. 9: NDT probe tests of a belt showing cord position variations (measured with a TURCK probe)
6. Conclusions
This paper has briefly summarized some of the new technology and analysis available for belt testing. A commissioning scan of a conveyor belt has been introduced, and details of site measurements that need to be made are mentioned. Testing of a steel cord belt at a future date needs to refer to the original data as a base-line for comparison on damage evolution, wear on the belt covers, repairs and constructional breakdown. The commissioning report, therefore, needs to be detailed enough to be able to place on record the original findings and implications. The detail and the finding will allow engineers to track their own work on repairs and damage as well as track breakdown in the case of manufacturing effects.
References
HARRISON, A.: New Development in Conveyor Belt Monitoring; Machinery and Production Engineering, Vol. 32, p. 17 1979.
KASPER, S. and HARRISON, A.: Steel Cord Belting: Standards, Measurement and Field Performance; SME Congress Reno NV Feb. 1 6, Chapter 16, pp. 165-172 1993
HARRISON, A.: Internal Fatigue Mechanisms in Steel Cord Belting; bulk solids handling Vol. 11 (1991) No. 4, pp. 839 - 842.
HARRISON, A.: Magnetic Sensor NDT for Quality Control in Manufacture of Steel Based Products; 3rd Ant Conf on Manufacturing Eng'g., Newcastle, 4-6 Aug. 1986.
HARRISON, A.: Testing Steel-Cord Belt Splices with a Magnetic Con- veyor Belt Monitor; J. Nondestructive Evaluation Vol. 5 (1985) No. 1, pp. 15-20.
HARRISON, A.; Wear Profile Measurement of the Rubber Covers of Steel Cord Belts. Aust. Coal Miner Vol 3, pp 3841, 1981
BARFOOT, G.; Advances in Non-Destructive Testing of Conveyor Belting. IMHC - Beltcon 7, 26-28 Oct, 1993 Midrand, South Africa.
Prof. Dr. Alex Harrison, President and Manager
Mr. G. Barfoot, Chief Engineer
Conveyor Technologies Ltd.
102 Inverness Terrace East #201, Englewood, CO 80112, USA
Tel.: +1 303 790 87 71
Fax: + 1 303 790 87 66
![]()