Pipe Conveyors - Development and Advantages
G.A. Vaka
Krupp Robins1. Introduction
Robins Engineers & Constructors, Inc. as he exclusive US licensee introduced the pipe conveyor to the North American market place early in 1984. The sale of the first pipe conveyor in 1985 was a difficult task since the conventional troughed belt conveyor was the accepted and the most widely used means of continuous transportation of bulk materials handling in the world. initially our clients viewed the pipe conveyor as a departure from the normal and accepted form of material handling.
Since then, the parent company of Robins Engineers merged with Krupp of Germany to form Krupp Robins, Inc. in the USA. To date there are over 750 pipe conveyors operating worldwide with the majority of the long overland systems de-signed and installed by Krupp Robins, Inc. The pipe conveyor is now becoming the norm, viewed by those who are familiar with its capabilities as the preferred method of transportation for all bulk solids.
2. Development of the Pipe Conveyor
Japan Pipe Conveyor Company was responsible for the initial development of the pipe conveyor and patented the original technology that led to its first successful application back in 1979. Bridgestone Corporation has since obtained all the rights to the JPC system and has granted Krupp Robins, Inc. the exclusive marketing rights in the United States. Jointly Bridgestone and Krupp Robins, Inc. have developed and refined the limited original technology. Advanced technology allows both in plant and long overland pipe conveyors with multiple horizontal curves, to operate with the reliability of conventional conveyors (Fig. 1). Designs are progressively toward longer single flight conveyors with each new contract. For example, a 4,500 ft long coal conveyor, a gold ore conveyor 6,575 ft long, another coal transportation conveyor 8,900 ft long, and yet another downhill coal handling conveyor that is 11,500 ft in length. Currently the longest single flight pipe conveyor installed is over 16,500 ft in length. The conveyor carries petroleum coke in one continuous length from a refinery to a port facility where shiploading occurs.
|
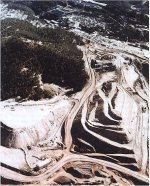
Fig 1. The Homestake mine in South Dakota, showing the pipe conveyor leading from the mine (foreground) to the mill (background) transversing through the town. |
The use of the pipe conveyor is only limited by the imagination of the individual looking for the possible application. To date we find that any material that can be placed on the pipe conveyor can be conveyed. The typical materials handled are ores, coal, coke, limestone, crushed stone, shale and overburden. Some of the more difficult materials that are being handled on the pipe conveyor are copper concentrate, petroleum coke, clay, flue dust, ready mixed concrete, sludge, humidified fly ash, coal tailings, alumina and filter dust.
3. Design Details
3.1 Pipe Conveyor Belt
The belt was developed for the pipe conveyor by The Bridgestone Tire Company. It is similar to the conventional conveyor belt but incorporates several important features in its design. The pipe conveyor belt is manufactured by Bridgestone in Japan and, under license, by Goodyear in the USA.
With the need for both stiffness and flexibility, a special carcass construction is employed. The belt has to have sufficient stiffness to form and maintain the pipe shape as it passes through the circle forming idler rolls. At the same time it must remain flexible for the transition from the flat shape at the pulleys to the pipe shape at both the loading and discharge ends of the conveyor. This is accomplished by placing a layer of rubber between each fabric ply in the belt.
The belt edge stiffness is reduced to assure that a seal is maintained at the over- lap so that material does not escape. Further, the top and bottom rubber grades and curing times are controlled to enhance the belt's natural tendency to assume the pipe shape.
For long single flight applications, the pipe conveyor belt is also available in steel cord construction. In this case, a layer of transverse fabric is used both above and below the steel cables. Again, as with the fabric construction, a layer of rubber separates the fabric and the steel cords.
For purposes of emergency repair, metal fasteners can temporarily be used or a conventional belt can be substituted until a permanent repair can be made. The conventional belt does not have the necessary stiffness and flexibility. It would rest mainly on the bottom support idlers and consequently would suffer premature cracking and fatigue or could create other unforeseen problems. The belt life of a pipe conveyor belt and the conventional belt, when used on conventional troughed conveyor applications, are virtually the same.Belt cleaning is accomplished with the same equipment that is used on conventional belt applications. Single blade and multiple blade belt scrapers as well as ro- tary brushes and return belt "V" plows may be used.
Hot materials can be handled on the pipe conveyor through the use of belts that are specially made for the purpose. Standard grade belting is used for temperatures up to 140 deg F. Two hot material grades of belt will allow temperatures up to 230 deg F and 320 deg F respectively.
Special consideration to both lump size and belt surface temperature must be given for the proper selection of belt. Extreme heat conditions at the belt surface will have a pronounced effect on belt life.
3.2 Idlers and Spacing
When the pipe conveyor is straight and without any vertical or horizontal curves, the bottom three idlers of the top or load carrying side of the pipe conveyor sup- ports the belt and material load. The top three idlers maintain the belt in its pipe shape. Should the conveyor have both vertical and horizontal curve sections, then the other idlers that surround the belt may be the load supporting idlers while the remaining idlers maintain the belt in the pipe shape. The same applies to the bottom or return belt side of the pipe conveyor. The reason that the bottom or return strand of the belt is kept in the pipe shape rather than the flat shape, as on a conventional conveyor, is to permit the same size structure to be used and to guide the belt through the vertical or horizontal curves.
The idlers that surround the belt are aptly called the Pipe Shape Keeping Idlers or PSK Idlers. The diameter and spacing of idler sets is determined by the size of the pipe conveyor and the material that it conveys. Due to the rigidity of the pipe shape the idler spacing can be increased without excessive belt sag as with con- ventional conveyors. Table 1 shows the typical spacing used for straight pipe conveyors. The idler diameter relative to pipe conveyor size is shown in Table 2.
Table 1. Idler Spacing
Pipe Diameter Spacing mm in 50 ft3 75 ft3 100 ft3 150 6 5'6" 5'0" 4'3" 200 8 6'0" 5'3" 5'0" 250 10 6'3" 5'6" 5'3" 300 12 6'6" 6'0" 5'6" 350 14 7'0" 6'3" 6'0" 400 16 7'3" 6'6" 6'3" 500 20 7'3" 7'3" 6'6" 600 24 8'0" 7'9" 7'3" 700 28 8'3" 8'3" 7'6" 850 34 8'6" 8'3" 8'0"
Table 2. Idler Roll Diameter
Pipe Diameter Idler Roll Diameter (in) (in) 6 3½ 8 4 or 5* 10 4 or 5* 12 5 14 5 16 5 20 5 24 6 28 6 34 6 or 7* *Depending on load imposed and idler RPM Idler spacing for pipe conveyors with horizontal curves may have to be reduced in areas of the curves. In all cases the final selection of idler spacing is based on a complete review of the static and dynamic tension conditions of the individual pipe conveyor and the type or combination of curves that may be used.
In the area of transition at the tall end where the belt goes from the flat to pipe shape, the belt is supported by idlers with variable incline end rolls similar to the conventional conveyor belt. In this location the belt is loaded by means of a loading chute. The idlers beneath the loading skirtboards are spaced at centers that will absorb the impact of the loaded material. At the beginning of the pipe shape a special idler set is used containing 12 idler rolls arranged as offset hexagons. The resulting twelve sided figure approximates a circle closer than the standard six side idler hexagon and is capable of withstanding the higher loads of the closing belt. In addition to these idlers, a special single roll guide idler is used to press one edge of the belt below the other edge as the belt comes together. This idler is in- stalled just ahead of the first circular idler set. The idler eliminates belt edge abrasion and allows the proper overlap closing of the belt.
Idler alignment and proper belt loading play a key role in the stability and tracking of the pipe conveyor. On a conventional conveyor structure the idler support steel and horizontal and vertical alignment are critical for proper belt training and successful operation. Improper tracking, or belt misalignment, is corrected through the use of training idlers. With the pipe conveyor belt guided by idlers surrounding the belt on all sides, the conveyor is able to negotiate curves and centerline misalignments. During commissioning of the pipe conveyor, idler alignment to the belt is adjusted to maintain the belt overlap in a position that is located as near the top as possible on the carrying side. However, what actually assists most in belt stability and keeps the overlap at or near the upward position is the weight of the material conveyed. The heavy center of gravity in the lower 75% cross-section maintains the proper dynamic attitude of the conveyor belt. On the return or empty side, the belt overlap is located at the bottom of the pipe shape. The extra weight of the overlap maintains the proper dynamic attitude on the return run.
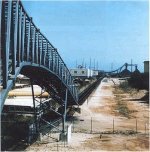
Curved section of the pipe conveyor as it approaches the discharge point at AES (Applied Energy Systems) Barbers Point. Uniform feed to the pipe conveyor is important to its stability and tracking. For this reason it is recommended that the material is fed through the use of a belt feeder or vibrating feeder that will provide a constant and uniform flow. If it is not possible to provide a constant and uniform feed then a material cross-section monitor and a variable speed pipe conveyor drive is employed to create a desirable cross-section that is suitable for the application. The cross-section monitor detects the material load at the loading chute and provides a signal to vary the pipe conveyor belt speed to facilitate a uniform cross-section at all times.
Table 3. Transition distance, minimum conveyor length.
| *Based on straight conveyors with no curves. | ||||
The length of the transition between the tail pulley and the pipe shape, and from the pipe shape to the discharge pulley is a function of the pipe conveyor diameter. Due to the transition distances at both the head and tail end of the conveyor, a minimum pipe conveyor length is also recommended (Table 3).
3.3 Curves
As stated previously, a significant advantage of the pipe conveyor is the ability to negotiate curves of a tight radius as compared to the radius requirements of the conventional conveyor. This feature com- bined with its narrow profile enables the pipe conveyor to be installed where physical constraints would normally exclude conventional belt conveyors or require the use of several transfer points.
Since the pipe belt is totally contained by the surrounding idlers, side drift does not occur as with conventional conveyors. As an example, the horizontal curve for a conventional conveyor is generally, at a minimum, 2,500 ft. The conveyor belt size is then usually increased by one size to allow for side d@ft between empty and loaded conditions. Temperature change and weather conditions are also critical factors in sizing curve radii with the con- ventional belt conveyor.
The pipe conveyor can be curved in both the vertical and horizontal plane as well as in combination of the two, eliminating transfers or passing around, over or under existing plant equipment (Fig. 2). The curved sections are begun only after the belt passes through the transition section and is in the pipe shape. The curved sections must be completed while still in the pipe shape prior to exiting through the transition section to the discharge pulley. The transition sections must be straight at both ends.
The radius of the curves are generally a function of the pipe conveyor diameter, the type of belt and curve used. In general the standard minimum recommended radius for horizontal or concave curves for a fabric belt is 300 times the pipe conveyor diameter and is 700 times the diameter for a steel cord belt. However, should an "S" shape, convex or combined horizontal and concave curve be used then the minimum radius is 400 times the diameter for fabric belt and 800 times the diameter for steel cord belt. In the case of a combined horizontal and convex curve the minimum radius is then 500 times the diameter for a fabric belt and 900 times the diameter for a steel cord belt. The forgoing is only to be used as a general guide. In all cases the final selection of radii is based on our engineer's complete review of the static and dynamic tension conditions of the individual pipe conveyor and the type or combination of curves that are used.
Table 4. Pipe conveyor capacity.
Pipe diameter Cross-section* Belt speed** FPM Normal Capacity Max. Lump mm in ft2 Norm Max 50 lb/ft3 100 lb/ft3 in 150 6 0.140 394 541 84 166 1.25 200 8 0.248 427 541 159 318 2.75 250 10 0.441 459 591 304 608 3.5 300 12 0.527 492 591 389 778 4.00 350 14 0.710 574 591 612 1224 4.75 400 16 1.163 656 738 1144 2288 5.50 500 20 1.670 738 738 1848 3696 6.50 600 24 3.330 820 902 2861 5722 8.00 700 28 3.014 902 902 4079 8158 10.00 850 34 4.349 984 984 6420 12840 11.50 *At 75% load cross-section **Normal/maximum based on idler diameter and maximum idler rpm 3.4 Power Requirements
When the geometry of a pipe conveyor is the same as a straight inclined conventional belt conveyor of intermediate length, (plus 300 ft) the power consumption and belt tensions are generally equai. The pipe conveyor requirements may be a few percent higher depending on capacity and size of conveyors compared.
If the pipe conveyor is designed with curved sections additional power is consumed to change the material direction within the belt. Belt tension and power calculations for each individual pipe con- veyor application are carried out in accordance with an exclusive and proprietary formula developed by Bridgestone Corporation. Although the power requirement may be somewhat higher for the curved pipe conveyor when compared to a straight conventional conveyor of the same length, transfers with the associated additional lift requirement are eliminated. When compared to the multiple flight conventional belt conveyors with the additional horsepower requirement to lift the material to make each transfer to the next conveyor, the consumed power requirements of the pipe conveyor are then quite comparable or may even be less.
Each specific application must be subjected to a careful engineering review for a comprehensive evaluation of both power requirements and belt tensions when a comparison is to be made against the conventional belt conveyor.
3.5 Material Lump Size
Material lump size is important in the selection of pipe conveyor size. Table 4 shows the conveyor size, capacity and the associated lump size that can normally be handled. Generally the maxi- mum lump size is 1/3 of the given pipe diameter. Under certain size distribution conditions larger lump sizes may be allowed. The feed of material too large for the recommended diameter could be detrimental to the life of either the belt or the idler sets that contain the belt. If the pipe diameter is dictated by the lump size of the material it may be necessary to select a larger pipe diameter than what otherwise may be selected for capacity.3.6 Construction
The construction used for the diaphragm panels that support the idlers is very simple. The panels are pressed from plate and can be made very economically. For the larger size pipe conveyor, the panels are fabricated from angle shapes and plate sections. The idler mounting holes are jig drilled to give the required accuracy for idler mounting.Support trusses, galleries and bents are similar to those used with conventional conveyors. Due to the diaphragm effect of the idler panel, the pipe conveyor truss that includes walkways is much stiffer and therefore allows a lighter design to be used.
Walk thru type galleries are also available for the longer span requirement. Walkways can be provided on one or both sides for conveyor maintenance depend- ing on the size of the pipe conveyor. Typically the shape of the pipe conveyor allows for a more compact truss design that consequently reduces foundation loads.
4. Advantages of the Pipe Conveyor.
4.1 Environmentally Acceptable
The most important advantage of the pipe conveyor is that the material is coveyed contained within the rolled tubular, or pipe shape belt, thus providing an environmentally acceptable alternative to the conventional troughed belt where spilling or dusting can and does occur. The loading of the pipe conveyor is exactly the same as the conventional conveyor belt which is through a loading chute and skirtboards near the tail pulley of the conveyor. Immediately following the loading area, the belt is rolled into the pipe shape with a seal formed at the top by overlapping the edges of the belt. The conveyed material is within the pipe shape belt, eliminating any further need for an enclosure. At the head end, the belt passes over a conventional pulley where it opens to the flat shape and the material is discharged, the same as with a conventional belt conveyor. The areas at the tail and head ends of the conveyor, where the belt takes the pipe shape or opens back to the flat shape, are called the transition sections. Idlers arranged to form a hexagon are used to support and guide the pipe shaped conveyor belt with the material contained therein. Dusting and spillage is reduced to an absolute minimum because the material is completely enclosed by the surrounding belt.
4.2 Ability to Negotiate Sharp Radii
The second significant advantage of the pipe conveyor is its ability to negotiate actively sharp radii compared to other forms of belt transportation. To many, this advantage is considered the most important since it can eliminate transfers that are normally necessary when there is a relatively sharp change in belt direction.
The idlers form a circle and constrain the belt on all sides allowing relatively tight curves to be negotiated in any direction. The curves can be horizontal, vertical or combinations of both planes. Elimination of transfer stations also deletes the need for additional pulleys, chutes, dust collection or dust suppression equipment, foundations and power distribution. Therefore, product degradation is also significantly reduced. But most important the associated maintenance of a transfer point is completely removed. A pipe conveyor can be installed with multiple curves so that one pipe conveyor can replace multiple conventional belt conveyors and the associated transfer points and auxiliary equipment as outlined above.
4.3 Ability to Negotiate Steep Angles of Inclination
The pipe conveyor can negotiate much steeper angles of inclination than a conventional belt conveyor. Due to the round cross-section, increased contact area between the material and the belt occurs that allows a gain in angle of inclination of approximately 50% to as much as 27 degrees. With the steeper inclination the conveyor can be made shorter, providing further economics or perhaps making it the only viable solution due to space or property restrictions (Fig. 3).
Fig 3. AES(Applied Energy Systems) Barbers point at the location where the pipe conveyor crosses the main port entrance road. The discharge of the pipe conveyor is at the power plant in the background.
4.4 Pipe Form for Return Belt
The return belt of the pipe conveyor is also formed into the pipe shape. The belt is rolled so that the overlap is placed at the bottom of the pipe shape. This not only allows the conveyor to negotiate the same curved route as the carrying strand but it also encloses the dirty side of the belt. The possibility of dripping or scattering of material that may have carried over to the dirty side of the belt is therefore minimized.
4.5 Same Volume of Material Transported as with Larger Conventional Belt Conveyor
The pipe conveyor can transport the same volume of material as the conventional belt conveyor that is typically 2.5 to 3 times the size of a given pipe diameter. As an example, a 300 mm (1 2 inch) diameter pipe conveyor will convey the same capacity as a 30 inch wide conventional belt conveyor using 20 degree troughing idlers and a 20 degree surcharge angle. This translates to a support structure for pipe conveyor that is only 25 inches wide in comparison to the conventional belt conveyor that will require, at minimum, a width of 41 inches for its support structure. Where space for a conveyor is limited, such as in a tunnel, the use of the pipe conveyor would allow a smaller tunnel cross-section design (Table 3).
4.6 Standard Components
The same standard components that are used for the conventional conveyors are also used for the pipe conveyor. Since the pipe conveyor belt is flat at all head, tail and take-up pulley locations, and because the belt speeds are similar, standard conventional conveyor pulleys, bearings and drive components are used. The conveyor belt itself is manufactured by both Bridgestone in Japan or, under license, by Goodyear in the USA. The use of standard components available from the local marketplace makes the pipe conveyor an acceptable alternative using equipment that customers are familiar with and have full confidence in.
4.7 Conveyance on Top and Return Strand
As with a conventional conveyor, material can be conveyed on the return strand in addition to that being carried on the top strand. To accomplish this, the return belt is turned over 180 degrees so that the overlap that seals the material in the pipe shape is on the top with the dirty side of the belt still remaining on the inside. Although additional pulleys are needed and supplementary drives may be required, the installation of only one pipe conveyor could provide economical benefits over the installation of two separate conventional conveyors.
5. Installations
To date there are over 600 locations where over 750 pipe conveyors have been installed. The client's reasons to chose the use of the pipe conveyor over conventional conveyor have varied, but in each case it was due to one or more of the inherent advantages of the pipe conveyor as outlined here. In a few instances the cost of the pipe conveyor was more than the comparable conventional conveyor but, in the clients opinion, the merits of the features gained far outweighed the additional costs.
6. Conclusion
The pipe conveyor is still a relatively new and innovative concept for the transportation and handling of bulk materials as compared to the conventional belt conveyor that has been unchanged since its inception at the turn of the century. It offers many advantages over other material handling systems by making use of all the standard equipment developed for the conventional belt conveyor and by incorporating the additional features described herein. Now that a US license has been established and a history of installation exists, the feasibility and economics of the pipe conveyor application can easily be determined.
![]()