|
A New Era In Overland
Conveyor Belt Design
|
|
Lawrence K. Nordell
Conveyor Dynamics, Inc.
In recent years. new tools have been developed which vastly improve engineers' ability to determine the overland conveyor's steady and dynamic forces. Some belt manufacturers have made significant scientific breakthroughs with
performance enhancements in rolling resistance, usable strength, and wear life, these advancements make it possible to achieve greater efficiencies which impact four major belt Life Cycle Cost
categories:
-
Capital Cost Reduction
-
Power Consumption Reduction
-
Usable Strength increase
-
Belt Life Increase
Longer conveying systems are their own testimonials to the Life Cycle Cost benefits they provide. A list
of recent examples:
|
20 km
|
Channar
|
Australia
|
1989
|
(2 flites; curved)
|
|
16 km
|
ZlSCO
|
Zimbabwe
|
1996
|
(1 flite; curved)
|
|
24 km
|
Indo Kodeco
|
Indonesia
|
1998
|
(5 flites)
|
|
14 km
|
Muja/Collie Power Station
|
Australia
|
1998
|
(3 flites; curved)
|
|
14 km
|
Middleburg Mine
Services
|
South Africa
|
1999
|
(3 flites; curved)
|
It is now possible to design overland and high strength conveyor belts that are substantially
more reliable, have greater life expectancy and reduced Life Cycle Costs. The belt can represent up to 60% of an overland conveyor system's capital cost. A 10-30% reduction in the capital expense can represent big money. Operating Life Cycle Cost, over 10-30 years, become multiples of the capital investment.
It's good news for mining engineers and owners who seek the savings, enjoy improved reliability and system efficiency. These benefits are available with both new and replacement installations. Mines which could not
justify an overland system. based on historical design practices, find these new methods can put them back in business.
Power Consumption
Overland conveyors can demand a lot of power which is at a premium on-site. A sizable reduction in power can
add up to significant cost savings.
Laboratory and field testing show 70% of a conveyor's power maybe needed to overcome the drag due to small indentation
of the belt's rubber cover as it passes over each roller (Figure 1). This is typical
of belt cover rubber compounds in use today.
Bridgestone, ContiTech, and Goodyear are leaders in developing special rubber compounds
that target idler indentation energy reduction. These manufacturers continue to put new compounds into practice that enhance
the conveyor's competitive advantage. Based on testing, Bridgestone leads in this development.
Energy efficient compounds cost more to produce. They utilize more active ingredients and less bulk agents, such as oils, ash,
talc and clay. This improved efficiency is not recognized by the design standards most engineers use. The belt's true (optimized) cost is lost through the use of antiquated engineering methods, and
through poor (lacking) recognition of advancements in energy efficient rubber compounds.
An example illustrates the differences between the design standards and measured rubber efficiencies. Four
compounds, spanning three decades are compared with the U.S.A. belt convert standard CEMA (Conveyor Equipment Manufacturers Association). The best rubber compound we have tested requires about 60% of CEMA's power prediction. Stated with respect to the best rubber compound, CEMA would
specify a 65% higher power requirement with the related cost increases for belt strength, structures, pulleys, etc.
CEMA is a design standard that was perfected in the 1940's and 1950's by a consortium of companies that contributed to its first edition in 1966 . The
CEMA method has not been updated in over thirty years and no improvement is planned
in the near future. A similar comment applies to the widely used German standard DIN 22101 (Belt Conveyors for Bulk Materials) and its descendent the
International Standard ISO 5048 (Continuous Mechanical Handling Equipment). Changes
in rolling resistance between CEMA and the evolving improvements are shown in Figure 2.
|
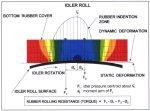
Figure 1: Roller Indention into Belt Cover |
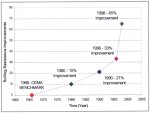
Figure 2: Rolling Resistance Improvements last 40 yrs |
Power consumption and belt drag are affected by many things that are related to the rubber compound such as temperature, idler roll diameter, belt speed, idler
trough shape, idler spacing, belt tension, the combined weight of bell and ore mass upon the idlers, and the overland's undulating terrain. These features must
be a part of the engineering exercise.
Belt Strength
A chain is only as strong as its weakest link and the weakest "link" in a steel cord conveyor belt is
the splice, a connection method of one or more belt ends which make the conveyor's endless loop. Until recently, it was not possible to accurately
determine the real strength of the splice and its resulting belt specification. Within the standards (e.g. the German standards DIN 22129 and DIN 22131 - Steel Cord Conveyor Belt Standard), and among manufacturing competitors, different splice patterns are recommended for the same belt strength. It's
quite confusing to identify the best splice.
DIN 22101 best describes the connection between the manufacturer's belt breaking strength rating (ST-XXXX N/m) and the design load strength, using the safety factor (SF)
term.
Composition of the BIN 22101 safety factor (SF) is based on four distinct design
criteria: (1) running tension, (2) starting tension, (3) elongation and age degradation, and (4) splice dynamic efficiency loss from repeat
load cycles based on the tension drop across a drive pulley (10,000 cycles is the standard for testing).
Equipment has been developed which allows engineers arid manufacturers to analyze steel cord belts while they are running under stress. Results of theory and experimental testing clearly show relative strengths of each manufacturer's splice patterns and core rubber fatigue strength. Core rubber is a special polymer which surrounds the belt's steel cord tensile members. It transmits the shear stress in a splice
between cords. Core rubber endurance can vary dramatically among manufacturers, so testing must be performed to rate them.
DIN 22101 defines a procedure for selecting the steel cord splice dynamic efficiency (core rubber endurance) and strength safety factor. This most respected splice performance procedure needs revision to
clarify, and correct technical improvements / superiority.
DIN 22101 running tension is usually set at the peak running force. Such is rarely
achieved. First, the nominal running force, which fatigues the splice, is about 80% of the peak design force. Second, the 0.4 starting torque multiple of the
running load specified in DIN 22101 is an infrequent cyclic condition, and shouldn't be computed as a continuous fatigue factor. In-plant
conveyors stop and start more often than overlands. This should be factored. Third, belt elongation
stress (pulleys, alignment error, et.al) and degradation (age, splice construction et.al) should
be added to the naming value as a continuous load. Fourth, the number of cycles a splice is subjected to in a
ten-year period exceeds 10,000.A 1,000 m long conveyor, running at 5 m/s for 5000 hours per year. will accumulate about
450,000 load cycles in 10 years. Therefore, this should be time specific fatigue
criterion or SF value.
In 1996, Conveyor Dynamics, Inc. (CDI) built a machine (figure 4) to carry out dynamic testing on continuous belt 1oops up to
ST-10,000 N/mm (8500 PIW) belt ratings. This machine, combined with advanced analytical technologies such as Finite Element Method (FEM), permit us to see the mode of failure in the splice
as it occurs on the loop tester, as shown in figure 3. It is now owned by Goodyear.
|
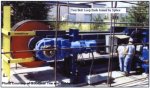
Figure 3: Splice Fatigue Test Machine |
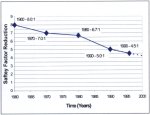
Figure 4: SF Reduction vs. 40 Year History |
CDI has designed a two-step ST-5100 N/mm belt splice pattern that achieved over 60% splice dynamic
efficiency verses the standard 36%. Four-step and five-step splices have been tested to more than 50% efficiency, which lowers the necessary belt strength by 40% per DIN 22101. The strongest successful belt tested to date is a Bridgestone
ST-8800 N/mm. That splice has a dynamic strength rating of ST-4400 N/mm, and is
the world's strongest steel cord splice per DIN 22110. Improvements in splice dynamic efficiency is reflected in the belt SF plotted verses a forty year history in figure 4.
None of the Bridgestone high strength belt splices tested have failed in the care rubber. In every
case, the cables failed outside the splice zone. Much of the credit is due to the rubber endurance and
metal-bonding efficiency of the Bridgestone compound. Goodyear (U.S.A.) and Phoenix (Germany) have also performed successful high strength tests on
the machine with constructions above ST-6600 N/mm.
Applying new technologies, the benchmark is elevated above published works and standards. Belt splice
dynamic strength has achieved new levels of performance. Cable endurance is now the limiting factor to higher splice efficiency. Advanced rubber properties can yield reliable high performance splice efficiencies, above 50%, for all belt strengths.
Increased belt strength allows lighter belts to be used with fewer splices. Lighter belts can greatly reduce power consumption. Designers must take care to validate
the rubber, steel cord, splice pattern, splicing machine, and construction efficacy
if they are to apply these gains.
Belt Life
Advancements with ore flow control in the transfer station can also add years to the belt's life. Predicting belt wear due to ore
turbulence at transfer stations has, until recently, eluded the engineer. Research
engineers have developed a mathematical tool which provides
information on the forces which damage belts and the product at transfer stations. The tool is based on the Discrete Element
Method (DEM). DEM can simulate ore flow by modeling physical motion and forces of a
representative number of particles and determine abrasion and gouging damage that ore flow will cause on belt
and chute liners, and within the product.
The DEM model was first applied at the Palabora copper mine in South Africa. That belt is 1800mm wide with a rating
of ST-6600 N/mm and has 18 x 9mm covers. The belt conveys primary crushed copper ore up a
16 degree slope. The original transfer station was a conventional rockbox.
The belt wore down to the steel cords in three years.
Palabora issued a contract to engineer and replace the rockbox with a curve chute. The impact of
the ore falling from the rockbox onto the belt and then sliding along it, simply ground the
belt away. The new transfer chute is designed to make the ore flow in the same direction, and at the
same speed as the belt. As a result, impact and sliding damage is greatly reduced. Reference
two installations in Figures 5 and 6.
|
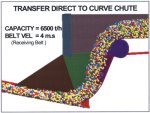
Figure 5: Palabora Chute with DEM Particles |
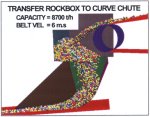
Figure 6: Los Pelambres Chute with DEM Particles |
Palabora built and installed the curved chute in early April 1994. After more than four years of operation, there is little
discernible belt wear. Frequent inspection projects belt life to exceed 20 years.
Conclusions
Engineering tools can now rank the performance of rubber compounds. This can result in the selection of belts which offer lower power. Overland capital and on-going operating cost savings
can exceed 20%
Splice fatigue-strength and efficiency now reach far beyond industry standards. Belts
have been tested up to ST-8800 N/mm and achieved a 50% splice dynamic efficiency as set
forth in DIN 22110. New materials and methods of analysis make it possible to reliably reduce the overland safety factor for steel cord belts from 6.7 to 4.0 and beyond.
Belt wear is greatly reduced by utilizing new rubber compounds and curved chute technologies. Curved chute design is guided by a new ore-flow
modeling technique called Discrete Element Method (DEM). DEM designed curved chute improves: a) belt life, b) puncture protection, and c) dust pollution.
