| ZISCO Installs World's Longest
Troughed Belt
15.6 km Horizontally Curved Overland Conveyor |
|
Lawrence K. Nordell
Conveyor Dynamics. Inc. (USA)
1.0 SUMMARY
A 15.6 km horizontally curved overland belt conveyor was commissioned in December 1996 for
Zimbabwe Iron & Steel Co. (ZISCO). It is the world's longest single flite troughed belt conveyor.
This paper describes the philosophy end strategy or this unique and successful design.
Key issues in be design are:
- Belt Strength, Width, Speed and Belt Safety Factor Selection
- Power Analysis - Selecting an Efficient Rolling Resistant Compound
- Drive Size. Placement, and Control Stability
- Take-up Design, Placement and Control
- Idler Selection, Spacing. Power Influence, Belt Protection, and Vibration
Control
- Shock Wave Dynamics and Control Analysis Methods
- Horizontal Curve Control & Bolt Turnovers
2.0 INTRODUCTION
Troughed conveyor belt technology is extended with the successful commissioning of the Zimbabwe Iron a Steel Co.
(ZISCO) 15.6 km overland in 1996.
This paper describes the mechanical and control logic design of the world's longest
single flite roughed belt conveyor. ZISCO selected Bateman Materials Handling (BMH - South Africa) and Conveyor Dynamics. Inc. (CDI - USA) to design the horizontally curved overland.
BMH and CDI were awarded the contract, In 1982. against stiff international competition.
The conveyor transports secondary crushed iron ore (-31.5 mm) from ZISCO's new Ripple Creek Mine stockpile to their modernized steel making plant near the town of Redcliff, Zimbabwe. Unique
design and component features yield improvements in capital and operating cost, together with high reliability and low noise emissions.
Figures 1 and 2 show the beginning trek of the overland traversing the first 2.5 km negotiating complex vertical and horizontal curvatures.
|
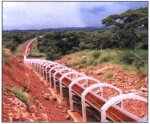
Figure 1 - Looking
Toward Direction of Flow
at 2300m chainage |
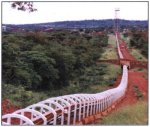
Figure 2 - Looking at
Take-up Tower
(Opposite Figure 1 Vantage) |
3.0 DESIGN METHODOLOGY
Selection of equipment type, sizes, location and performance criteria challenged our
understanding. The conveyor is complex due to its world record breaking length, associated control sensitivity,
tracking requirements of the horizontally curved section, and demand for low noise
emissions. Routing the conveyor near many small farms raised the issue of designing for noise control.
Figure 3 illustrates the conveyor elevation profile.
Figure 3 - 15.6 km Overland
Elevation Profile
Highly complex, state-of-the-art design and efficient, competitive system cost seem to be an oxymoron. Z1SCO did not subscribe to the conventions of published standards
and norms. Instead their design criteria allowed the application of modern
technology to enhance the design and economics of the overland system. The project's success and cost efficient design are a testament to ZISCO vision. Figure 4 illustrates major equipment
locations.
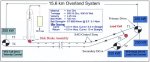
Figure 4 - Arrangement of Major
Equipment and Size Specifications
3.1 Belt Strength, Width, Speed. Safety Factor Selection, and Life
Bridgestone steel cord belt was specified with a strength rating of ST-888 N/mm. The value was governed by the belt safety factor criteria. calculated power consumption, take-up location, and drive motor distribution. Steel cord was selected over a fabric design to control belt stretch, take-up tower size, and belt power consumption. Fabric belt would stretch
7-10 times as much as steel cord, requiring over a 300 m take-up displacement, and
require about twice as much power and belt strength to overcome the increased belt flexure and rolling
resistance.
Belt width criteria were based on capacity (500 t/h dry), troughability. cross-sectional area. and design speed. The 750 mm elected width provides 44% CEMA
(Conveyor Equipment Manufacturers Association, USA) cross-sectional loading and 152 mm edge distance. Additional cross-sectional capacity was specified to accommodate 30% volumetric fluctuating surges from the mine stockpile rake reclaimer, while maintaining a
125 mm edge clearance.
Belt speed was nominally set at 4.25 m/s with the possibility of adjustment up or down with the variable frequency
drives to minimize belt edge flap excitation of the return strand and its noise consequence. Belt edge flap vibration was analyzed using a CDI special method.
The belt safety factor is SF = 5.8:1. This value will fluctuate between winter and summer, and wet and dry seasons. At zero degrees C. the safety factor
falls to SF = 55:1. Adding stockpile water saturation, the 500 t/h dry tonnage could increase to
600 t/h. In such a case, the belt safety factor would be reduced to about 4.8:1, Figure 5 illustrates actual site conditions before hood covers were installed, where the water laden "ore steam" becomes a play on words.

Figure 5 - Pooling of Rain Water
on Overland Before Hood Cover Installation
Belt life is estimated to exceed twenty years. Belt covers were set at 5 mm x 6 mm to provide more than fifteen years of
life, and to allow for possible future rotation (top for bottom cover), and life extension, if the top cover wear exceeds 2 mm. Rotation would be by the Mobius strip concept, requiring one temporary splice and one final splice after the two hour rotation is complete. The 5 x 5 mm cover stock
sacrifices power over the alternative 6 x 4 mm covers. The added potential life increase, with rotation, was considered to be of greater benefit. This was a gamble at the bidding stage, because it required greater power, belt strength, and cost over the
6 x 4 mm covers.
3.2 Power Analysis - Efficient Rolling Resistance Advantages
The greatest single design advantage was derived from the CDI power calculation method and resulting solution of an efficient Bridgestone low
rolling resistance compound.
Applying conventional wisdom such as DIN 22101, ISO 5048 or CEMA would require a roiling friction factor of DIN
f = 0.017 - 0.020. Furthermore, these factors could not provide roiling resistance values for the proposed wide idler spacing of 2.5 m and 5.0
m carry strand and 5.0 m, and 10 m return strand. ZISCO allowed Bateman / CDI to
apply modern cover rubber viscoelastic equations to resolve the belt tensions and power consumption. The following carry strand
CEMA Ky rolling factors were used in the design:
| Idler Pitch |
Idler Pressure Compensation |
Ky Friction Factor |
| 2.5 |
Horizontal Curve, minimum |
0.0066 |
| 2.5 |
Horizontal Curve, nominal |
0.0080 |
| 2.5 |
Horizontal and Convex Curves |
0.0141 |
| 2.5 |
Horizontal and Concave Curves |
0.0066 |
| |
| 5.0 |
Minimum at Concave Curve |
0.0072 |
| 5.0 |
Maximum at Convex Curve |
0.0128 |
| 5.0 |
Nominal, no Curves |
0.0105 |
These values are 65% of the best CEMA estimates, and for design purposes they have
+15% margin or error added to account for manufacturing variances in cover thickness and in
viscoelastic properties. The overall DIN (22101) f rolling resistance design factor is
f =
0.0135.
The resulting power estimate versus field measured, after extracting the 45% design margin of error factor, are within 5%:
445kW (calculated) versus 440-484kW (measured).
The power analysis methods are published in Bulk Solids Handling [1][2][3].
3.3 Drive Size, Placement and Control
Figure 4 illustrates the drive locations. The conveyor is driven by four (4) 250 kW Siemens variable frequency drive and motor assemblies. Variable frequency drives (VFD) were selected to provide accurate
500 second "S" style acceleration ramp, good load sharing regulation, and accurate speed adjustment to fine tune the conveyor to the best operating speed, minimizing belt edge flap. Figure 6 illustrates the "S" acceleration curve.
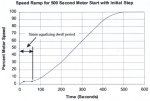
Figure 6 - "S"
Acceleration Curve
The motors were originally specified at 200 kW. Siemens provided 250 kW drives at no cost increase due to their standard frame size ratings. The 200 kW rating was selected above nominal estimated power draw (132 kW) to account
for the long acceleration time and peak torque rate, buildup of moisture in the
iron ore material, variations in engineering values of idlers and belt, and possible deviations in belt installation conditions.
The single tail drive regulates starting, controlling initial conveyor acceleration by linearly ramping up to 4% speed at 0.2% per second rate. This takes 20 seconds. At 4% speed, tail drive speed is held constant, for
60 seconds, until all belt strain is near its steady-state tension. During shutdown of a loaded belt, portions of the carry strand, near the head end, will have low tensions and
increased belt sag. The selected starting ramp minimizes control instability and drive slip caused by the bead end low shutdown tensions. After 60 seconds, the
"S" ramp is applied. Dynamic analysis demonstrated better horizontal curve displacement control is achieved with this tail drive acceleration control. Head drives are independently regulated by a load cell feedback loop. The load cell is located on the slack tension side
(T3) of the head end secondary drive pulley. When the tail drive applies torque, return strand belt tension Increases the force on the load
cell. As the load increases above a specified setpoint, a P.I.D. loop proportions
the torque increase of the secondary drive. The two head drives are slaves to the
secondary drive. This system is equivalent to a 16 km 'booster drive.' See Section
3.6 for further details.
3.4 Take-up Assembly
ZISCO's 50 m high take-up tower is one of the highest building structures in south central Zimbabwe, and is fitted with aviation beacons, It is illustrated in Figure 7.

Figure 7 - Take-up Tower
The gravity take-up system is located at the tail loading region after the tail drive, as shown in Figure 4. Its location and preference for a gravity acting system were chosen to maximize control and fluctuations of the horizontal curve belt lateral displacement.
Gravity and load cell winch controlled methods were extensively evaluated. Gravity regulation provides superior control of belt dynamic response. Its location is based on its proximity
to the horizontal curve. A head station take-up would produce significantly greater fluctuations in belt tensions in the curve region. The tower is novel,
accommodating both belt loop and counterweight.
Belt travel, accounting for all tension conditions, thermal growth, long term creep, and
maintenance criteria, is calculated to be about 60 m. With a double loop reeving the total loop travel is 30 m. The counterweight travel requirement is about 44 m, equating to 22 m with the
double belt loop (no creep or maintenance travel is included). Minimizing travel hysteresis and alignment of the belt
loop carriage, governed the selection of a vertical tower over a horizontal arrangement.
A winch positions the counterweight for the proper operating location and for maintenance. The
counterweight can be lowered to ground support when belt, drive, or take-up maintenance is required.
Radio telemetry is beamed and received from atop the tower to the head station for all communications.
Tower cladding was added later.
3.5 Idler Selection & Design Features
Novel idler design features include: a) extended carryside spacing to 5 m; return spacing to
10m, b) double pipe support of idler rolls for belt protection, c) elimination of stringers to minimize
megaphoning of noise, d) longitudinal sleeper concept, C) U-frame idler support stands with integrated hood cover support,
f) increased carry roll diameter for reduced power draw and noise control, and g) idler
vertical alignment for belt tracking by stringer foundation plate bolt arrangement. Many
of these features can be observed in Figures 8,9 and 10.
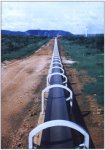
Figure 8 - U-frame Idler
Supports - discharge end in view
To the author's knowledge, only two other installations have similar large spacing:
| |
Carry (m) |
Return
(m) |
|
ZISCO (1996) |
5.0 |
10.0 |
|
Phosboucraa (1972) |
4.0 |
8.0 |
|
Selby (1983) |
6.0 |
6.0 |
Acceptance of the recommended spacing was only possible by demonstrating proper, first principle, analytic procedures in the calculation of belt tensions and power based on the idler's spacing, diameter, and the rubbers
viscoelastic influences.
Belt protection on both carry and return strands is provided by supporting the idler and its brackets as shown in Figure 9. If an idler were to break or dislodge, the belt will ride on the round pipe support thereby
providing protection against metal tearing. MELCO (South Africa) supplied the idlers and their pipe supports.
Great care was taken to control fabrication of the idlers and their support. Accurate manufacturing was required to guarantee idler life, good belt tracking, low power consumption, low belt flap, and noise generation.
Figure 9 also shows the side guide roll lateral displacement restraint working in the horizontal curve. The restraint rolls are also positioned
at the head and tail to centralize the belt.
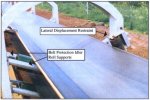
Figure 9 - Horizontal corves
with side guide roll in use
Figure 10 illustrates the U-frame design of the idler supports with 5.0 m carry and
10 m return idler spacing. Note the lack of stringers, the steel support plate adjustment bolts at the foundation footing, and convex shaped U-frame integral hood support.
Figure 10 shows the installation at commissioning, before the idlers were correctly elevated into contact with the belt, and the hood covers were installed. ZISCO free issued the U-frame steel
structures.
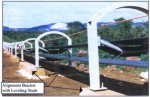
Figure 10 - U-frame Idler
Supports with Large Idler Spacing
Idler diameters are 152mm carryside and 127mm return.
Idler bearings are 6206 series ball bearings. Idler life was engineered to exceed 100,000
hours, including allowance for alignment errors, convex and horizontal curve forces, belt flap
excitation, and manufacturing tolerances. One exception was taken along the straight
section with a 600 m convex curve where the life was reduced to 50,000 hours.
3.6 Shock Wave Dynamics & Control Analysis Methods
Starting and stopping a 31 km long elastic belt requires a special understanding of belt stretch
in the form of shock or elastic wave propagation and distribution.
Starting Control
Proper Starting of any long overland must include consideration of the belts tension
conditions for the last stop. ZISCO's overland required special dynamics tuning to control the stopping dynamics and improve the starting dynamics. Common accelerating ramp
P.I.D. algorithms can cause belt, mechanical, and structurally damaging shock wave perturbations. Fixed and load cell controlled take-up systems can likewise induce unacceptable
shockwave inactions. CDI has measured a number of such shockwave reactions cases. Z1SCO is one such example. Figure
11 demonstrates control instabilities induced by the drive system starting control algorithm as implemented by the VFD supplier. A number of unacceptable methods were also tried by the
supplier, see Figure 12 example.
|
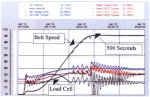
Figure 11 - Drive system
control instability #1 |
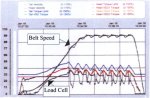
Figure 12 - Drive system
control instability #2 |
The instability shown in these figures is caused by the significant time delay of the elastic wave oscillation between
head and tail stations. The tail drive acceleration ramp is reasonably steady, but the head drive goes unstable.
Figure 13 shows a proper control procedure implemented by CDI outside of the VFD in the PLC. Head and tail accelerations are stable and the load-cell oscillation damps quickly
after the maximum strain rate is applied.
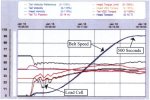
Figure 13 - Corrected started
ramp control method
Stopping Control
Normal empty and loaded belt stopping is controlled by the drives using a 100 second deceleration ramp. With all loading and temperature variations, the belt coasts to a stop in less than 90 seconds. Applying a longer
deceleration ramp insures reasonable belt tensions will be distributed throughout the conveyor length.
When drive power is lost, the belt loaded carry strand inertia can exceed the return strand inertia except for the last 1 km causing a coasting distance
imbalance between the upper and lower strands. Belt is pulled from the take-up, feeding the
carry, strand providing large belt sag conditions on the carry strand. Return belt slows down faster causing belt to be pulled from the take-up. Without
"special control method" large belt sag and ore spillage will occur in the noted regions in Figure 4 and
look much worse than the conveyor shown in Figures 14 and 15.
|

Figure 14 - Belt
Spillage in progress |

Figure 15 - Sag Spillage
Stockpile |
Flywheels, about 9 times the motors inertia are added to each of the head drives as part of the
"special control method", in addition, a 2OkN-m tail region brake is applied, also shown in Figure 4, on a 820mm diameter bend pulley
after the take-up. Without the tail brake, the bead zone belt sag will approach 5% (250mm @
5.0m) Without the flywheels, belt sag is far greater. The trick is to: 1) apply enough brake to make a significant contribution to sag control while 2) balancing the stopping time necessary to offset flywheel
inertia without 3) over tensioning the horizontal curve region. Fortunately, there
was a good balance without unacceptable horizontal curve lateral displacement.
3.7 Horizontal Curve and Belt Turnover Design
Horizontal curve engineering is one of the more precise engineering functions in conveyor design. Centralized running of a loaded conveyor is the main criteria.
Inaccurate tension analysis and horizontal and vertical curve physics will lead to
improper loaded belt displacement and result in shortened idler life, damage to belt edges, or
spillage. When the curve radius magnitude is constrained by property right-of-way or other obstacles, the main means of regulating belt tracking is by banking the idlers against the normal force that's pulling the belt toward the curves radius center. The
banking should not exceed 8 degrees for most angular surface shaped materials. Central running of the belt minimizes ore lateral riling motion and
ultimately spillage, and prevents mal-tracking as the belt leaves the horizontal curve region. idler banking angle on this overland are:
Carry Sides - 2 except concave curves are at 6
Return Side - 3 except concave curves are at 5
The return strand requires a 3-roll carry trough configuration to control the lame variation in tensions.
Belt Turnover
Belt turnovers are located at the head station following the drive, and at the tail region prior to the tail drive. Its use was well justified due to the
heavy wet ore muck building up on the carry side belt surface.
Bateman provided an effective design with adjustable quarter point turning rolls as shown in Figure 16. Its design was not in
CDI's scope.

Figure 16 - Belt turnover shown
at quarter point of rotation
4.0 CONCLUSION
The conveyors commissioning was executed without any major delays, design faults or manufacturing defects, its performance exceeds the design criteria. The rainy weather imposed severe overload conditions which the system survived. ZISCO has extended
the envelope of technology and acceptance of longer and more cost effective troughed belt conveyors.
Acknowledgement
I cordially thank Bateman Materials Handling Ltd. for the opportunity to share in this successful venture. Their design support teamwork was very professional and efficient in executing all phases of the project.
Curriculum Vitae
Lawrence Nordell is president of Conveyor Dynamics. Inc. CDI was incorporated in
1981. Although formally educated as a applied statistician he has spent almost 30 years in conveyor design. ZISCO is the longest conveyor, designed by CDI, followed by the Channar 20km
two flite overland and the 24 km Indokodeco 5 flite overland (9 km longest flute). Conveyor Dynamics. Inc. has been involved in many of the
world's longest and highest powered conveyors as the engineer, design auditor,
or fix-it crew.
REFERENCES
1. Nordell. L. K., 'The Channar 20 km Overland, A Flagship for Modern Belt Conveyor Technology' Bulk Solids Handling, Trans Tech Publications, Vol.11, No.4, pp.
781-792, November 1991.
2. Hager. M. and Hintz, A., 'The Energy Saving Design of Belts for Long Conveyor Systems" Bulk Solids Handling, Trans Tech Publications. Vol. 13, No.4.
November1993, pp. 749-758.
3. Nordell, Lawrence K, "The Power of Rubber" Part II Bulk Solids Handling, Trans Tech publications, Vol.16, No. 3, pgs. 333-340, 1996.
