| Design Guidelines and Standards |
|
Wherever sandwich belt conveyors are considered, some of the design-related issues which should be borne in mind include the capacity of the system, the materials which are to be transported, the layout of the plant and so on.
In this section of the Ckit Handbook the issues confronting the designers are addressed and are intended to provide visitors with both insight into the design considerations as well as to educate the reader with respect to the capabilities and limitations of sandwich belt conveyor technology.
Wherever necessary and wherever possible, distinction has been drawn between the differences in the various brand names and their respective design-related considerations.
Please select the different tabs on the contents bar to the left of your screen to navigate your way through this handbook.
a) Sandwich Belt Capacities
The procedure followed to determination of the capacity of a sandwich belt conveyor is similar to that used for troughed belt conveyors and essentially CEMA-type design guidelines are followed for much of the design.
Possibly one of the major differences in sandwich belt design procedures is the fact that material surcharge angles is not a major limitation when selecting the inclination angle of the conveyor, as the sandwich conveyor concept 'hugs' the material between two belts and in so doing, enables the material to be conveyed at angles far greater than the surcharge angle of the product.
Capacity is determined by the surcharge angle of the material only as far as it impacts the loading or open section of the belt. The determination of the belt width is a function of the capacity of a belt supported in a 20 degree, 3-roll troughing idler set for a given belt speed.
|
When Vendors select the necessary belt speed and width greater consideration is given to the edge distance in the case of sandwich belt conveyors. The edge distance (distance between the edges of the belt and loaded material) must satisfy the requirements of the Suppliers in order to ensure that sufficient contact area and pressure is provided on both sides of the load stream to seal the product within the envelope of the two belts along the inclined section. Generally speaking this edge distance is marginally greater than with troughed belt theory. |
 |
As far as sandwich belt conveyor capacities are concerned therefore, the throughput is a function of the belt width and belt speed. Belts can be up to 3.0 m wide and belt speeds of 5 to 6 m/s are attainable. On the basis of this, capacities quoted by suppliers could be as high as 9 000 tph.
b) Belt Speeds
A number of factors should be considered when determining the correct conveyor belt speed.
Issues to be considered include the particle size of the material to be transported, the inclination of the belt at the loading point, degradation of the material during loading and discharge, the width of the conveyor structure, belt tensions and power consumption.
Belt speeds of up to 6 m/s are possible with sandwich-type conveyors as the theory and componentry for troughed conveyors is usually identical to that applied to sandwich conveyor design.
Of particular importance in sandwich conveyor design is the loading station. Wherever the loading point is immediately prior to the sandwich-section, the material must be given sufficient time to accelerate to the belt speed and to settle on the conveyor. The top belt must only be introduced above to material when the load has accelerated and stabilized.
To this end, the belt speed affects the skirt length and the layout of the tail-end of the sandwich conveyor.
The following graph provides an indication of the recommended belt speeds for different materials, based on troughed conveyor theory.
Table to be inserted
c) Standard Belt Data
Belting used on sandwich conveyors usually complies to the following standard dimensions and ratings.
|
Notwithstanding this it should be noted that in order to achieve the required troughing and load support, belting used in sandwich conveyor applications often comprises carcasses with different warp and weft to those of standard belt carcasses. For additional details, contact the various technology suppliers. |
 |
It is also true to note that most sandwich belts employ fabric belting and not steel cord belts. The tension in the belting is a function of the lift and the load transported and in most cases, fabric belting is suitable.
- Belt widths
| Standard
Belt Widths
450 mm
600 mm
750 mm
800 mm
900 mm
1000 mm
1050 mm
1200 mm
1350 mm
1400 mm
1500 mm
1650 mm
1800 mm
2100 mm
2400 mm
3000 mm
|
|
 |
- Belt classes :-
| Steel
Cord Belt Rating
ST 500
ST 630
ST 800
ST 1000
ST 1250
ST 1600
ST 2000
ST 2600
ST 3000
ST 3150
ST 4000
ST 5000
|
|
| Fabric
Belt Rating
EP 160
EP 200
EP 250
EP 315
EP 400
EP 500
EP 630
EP 800
EP 1000
EP 1250
EP 1600
EP 2000
EP 2500
EP3150
|
|
| Fabric
Belt Plies*
2 ply
3 ply
4 ply
5 ply
6 ply
|
|
'*' Click
here to view standard number of plies for different belt classes
- Belt covers :-
| Cover
Grade |
Temperature |
Service Conditions |
| M |
Normal Temp. |
Heavy Duty Service
Superior in abrasion resistance, cut and gouge resistance.
Suitable for conveying large sized lumps, sharp and rugged materials. |
| N |
Normal Temp. |
Normal Duty Service
Superior in abrasion resistance but inferior to grade M in
cut-and-gouge resistance. |
| B (G) |
Normal Temp. |
General Light Duty Service
Suitable for conveying moderately abrasive materials and small sized
materials. |
| SA |
Normal Temp. |
Super abrasion resistance
Suitable for conveying materials tending to cause fast wear on belts. |
| HRS |
Belt Surface: max. 100C
Material: max. 200C |
Superior in heat resistance and also
in cut, abrasion and tear resistance.
Suitable for conveying the following materials:
Hot sintered ore, hot pallet, hot clinker, hot chemical, fertilizer,
etc. |
| HRE |
Belt Surface: max. 150C
Material: max. 400C |
Highly exellent in heat resistance and
also superior in abrasion resistance,
cut and tear resistance.
No cracks will result. So suitable for hot materials.
Typical applications:
Hot clinker, hot cement, hot powder, hot sintered ore, hot chemical,
fertilizer, etc. |
| OHR |
Material: max. 100C |
Oil & Heat Resistance
Having oil resistance suitable for conveying hot materials.
Recommendable for conveying the material containing some mineral oil. |
| OR |
Normal Temp. |
Oil Resistance
Excellent in oil resistance, lubricating oil, animal fat, mineral oil,
oil treated coal, phosphate involved oil, vegetable oil, fish oil,
corn oil, etc |
| FR |
Normal Temp. |
Fire Resistance
Resistant to flame propagation. Extremely low burning rate.
Suitable for underground operation. |
For additional details regarding belting consult the contents bar to the left of your screen.
d) Types of Idlers
Idlers used on sandwich conveyors are identical to idlers employed on troughed conveyor belt systems.
Generally speaking the troughing angle of the idler sets is 20 degrees at the loading point and the same along the inclined sections and 3 roll idler sets are used.
In the case of the Continental HAC and DSI Snake conveyors, the idler sets comprise adjustable wing idler frames so that the troughing angle of the belt can be adjusted from 20 degrees to 5 degrees at the inflection zone(s) along the conveyor.
In the case of the H.A.C. conveyor, the pressing mechanisms employ a series of standard idlers mounted onto spring-loaded mechanisms along the incline, in such a way that the pressing idlers can float to suit the shape of the load within the envelope and can impart the required 'hugging' force to the belt and load.
For sandwich conveyors, impact idlers are used at the loading points and standard idlers are used on the troughed and return-side of the conveyor.
To guide the top and bottom belts from the discharge point back to the tail station, flat return idlers are used.
Given the above, there is an array of idlers available in the market for use on conveyors in different applications.
Some examples of the different types of idlers available are provided below. For more details on the types and design of idlers available, refer to the idler section on the contents bar.
e) Idler Spacing
The spacing or pitch of idlers has a direct bearing on the sag of the belt between the idler sets.
|


|
The troughed idlers must therefore support the load carried by the sandwich conveyor plus additional loads imparted by the radial force exerted by the two belts along the inclined 'snaking' section (DSI Snake conveyor) or the loads by the pressing mechanisms (Continental H.A.C. conveyor).
In the case of the DSI Snake conveyor, troughing idlers are located at a pitch of 1,0 m to 1,5 m along the horizontal section and 0.4 m at the loading point. Up the inclined section, troughing idlers are located at between 0.4 m and 0.75 m, depending on the application and the radius of curvature required.
On the Continental H.A.C conveyor, idlers along the horizontal section and loading point are similarly spaced as above however, along the inclined section the troughing idlers are at a pitch of between 0.75 m and 1.2 m, depending on the application.
Pressing idler mechanism comprise between 4 and 6 floating idlers, are at a pitch of approximately 1.0 m depending on the inclination of the conveyor.
On the return side of sandwich conveyors, the idlers must support the empty return belt along the horizontal sections as per troughed conveyor practice and are usually spaced at between 2.4 m and 3.6 m.
|
Along the inclined section where the top and bottom conveyors' return belts are supported on their route back to the tail pulley, flat return idlers are employed. The pitch of the return idlers depends on the tension in the belting and the angle of inclination and usually return idlers are at intervals of between 3.6 m and 5.4 m. In all cases the return idler pitch is selected to provide adequate belt support.
|
Excessive sag in the belt between idlers results in a higher absorbed power for the conveyor and therefore the pitch of the idlers in conjunction with the tension in the conveyor should ensure that the sag is limited to between 1,5% and 3%. |
 |
The designer must also consider the load which the idlers must support and the effects of this load on the design rating of the idlers' shaft and bearings. Spacing idlers too far apart will result in excessive loading of the idlers which will reduce the life expectancy of the idlers.
For additional details regarding idlers consult the contents bar to the left of your screen.
f) Conveyor Drive Units
Sandwich conveyors are usually fitted with the drive(s) at the head-end i.e. on the elevated pulleys.
Depending on the requirements of each specific application and on the Vendor, drive units are installed on either or both head pulleys i.e. on the head pulley of the top and bottom conveyor belts.
The rating of the drive units (where two are used) is often different as the power absorbed by the bottom belt is higher due to the greater length of the belt. This is chiefly due to the fact that the loading point and sometimes discharge-end are distanced from the tope belts' tail and head pulleys.
It is also common to see single drive units installed on the head pulleys of sandwich conveyors, whether shaft-mounted or flange-mounted, etc.
The power sharing between the drive units (top and bottom belts) is determined by the suppliers of sandwich conveyors. In some instances only one drive unit is required with no direct connection to the second drive pulley other than by the frictional drag imparted by the driven belt to the non-driven belt.
The location, layout and configurations of drive units on a sandwich conveyor depends on the size of the drive required, the tensions in the belt under various operating conditions, the physical space available for the drive unit, access to the drive for maintenance, and so on.
As with troughed conveyors, drive units can be mounted on the drive pulley shaft, flange mounted via rigid couplings, floor mounted via flexible couplings and so on. The final selection of the drive configuration rests with the designers and the clients' preferences.
For additional details regarding drive equipment i.e. motors, reducers, couplings, etc. consult the contents bar to the left of your screen.
g) Standard Drive Assemblies
In selecting the appropriate drive for a sandwich conveyor it is common practice to standardise on commercially available drive sizes and configurations. This is important from a cost point of view as well as the clients spares holding requirements and the required delivery period.
Generally speaking drive assemblies comprising motor, high speed coupling, gearbox/reducer and low speed coupling are rated for the following duties. Reducers have different reduction ratios and the Suppliers should be consulted for definitive information.
0.25 kW
0.37 kW
0.55 kW
0.75 kW
1.1 kW
1.5 kW
2.2 kW
3.0 kW
4.0 kW
5.5 kW
7.5 kW
11 kW
15 kW
18,5 kW
22 kW
30 kW
37 kW |
|
45 kW
55 kW
75 kW
90 kW
110 kW
132 kW
160 kW
185 kW
200 kW
225 kW
250 kW
315 kW
400 kW
450 kW
500 kW
550 kW
600 kW |
|
Holdback devices are obviously required on sandwich conveyors and these can be either internal to the reducer or separate, external backstops.
For additional details regarding drive equipment i.e. motors, reducers, couplings, etc. consult the contents bar to the left of your screen.
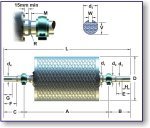
h) Pulleys
The width and diameter of the pulley to be used are determined by the width of the conveyor belt, the belt rating or class and the required conveyor belt speed.
Some standardisation in pulley diameters and widths exists although pulley shaft diameters and lengths are usually selected for each specific conveyor.
An indication of pulley dimensions is provided in the following table.
Standard pulley design practice is used for sandwich belt conveyors and the components used i.e. standard locking elements, lagging, hubs, diaphragm plates etc. are as per troughed and pipe conveyors.
i) Take-up Assemblies
Sandwich conveyor take-up units are normally located at the tail-end or feed end of the conveyor.
A number of take-up arrangements are used as outlined below and the choice of take-up layout to be used usually depends on the particular application and more specifically, the constraints imposed by the surroundings for example, the length of the conveyor, the available headroom for the take-up and the mass of the take-up.
Both the top and bottom conveyor belts must be fitted with take-up facilities and it is sometimes possible to utilise a common take-up tower or hydraulic system for both tail pulley take-ups. Where the bottom belt is significantly longer than the top belt, separate take-up assemblies are required.
The tale-up usually comprises a horizontal or slightly inclined take-up trolley onto which the tail / take-up pulley is mounted. Screw take-up units are usually inadequate for sandwich belts due to the length of travel necessary to compensate for fabric belt extension under load.
The length of travel of the take-up pulleys is calculated on the same criteria as for troughed
fabric and steel cord belting.
j) Loading Stations
The layout and design of the loading point is often critical to the successful operation of the conveyor in as much as the alignment of the belt along the conveyor is concerned and whether or not spillage occurs at the loading point.
A number of standard loading point configurations exist which are shown in the following diagrams. The choice of loading point design is often dependent on for example, the height through which the loaded material falls before impacting onto the belt, whether or not the material is dusty or wet, to minimise the damage caused to the belt at the impact point.
It has been pointed out above that while the design and layout of transfer points essentially follows the same theory and practice as applied to troughed and pipe conveyors, owing to the fact that the sandwich conveyor forms an envelope around the material, loading points including the skirts should ensure that sufficient time / length is provided to allow the loaded material to accelerate and settle on the bottom belt before the top belt is forced down onto the load.
k) Belt Cleaning Devices
Whenever material is transported on a conveyor, a certain small percentage of product is not discharged as the belt passes around the head pulley. In instances where the material conveyed is wet and sticky, more material can be expected to carry over onto the return side of the conveyor.
The problem with carry over is that the residual material is gradually removed from the belt as the return belt passes over idlers and as the material dries along the return strand. Small heaps of product can be seen forming beneath each return idler and these piles of material tend to grow rapidly and have a high cleanup cost over the life of the Plant.
For this reason belt scrapers are used at the head end of the sandwich conveyor and belt ploughs are employed ahead of the tail pulleys.
In the case of sandwich conveyors both the top and bottom belts should be cleaned and that belt cleaning devices should be located within the head chute arrangement.
Standard belt scrapers and ploughs are employed on sandwich belt conveyors as seen on pipe and troughed conveyors.
Three main types of belt cleaning devices are used namely primary scrapers, secondary scrapers and belt ploughs. Pictures of each of these devices are provided below together with an indication of wear each of these items may be found on a conveyor. For additional information consult the appropriate section in this Handbook.
l) Field Instrumentation
Sandwich conveyors are designed to operate reliably and continuously for many years. During commissioning and after maintenance the performance of the conveyor is usually monitored and once the initial setting up has been completed, it can be expected that the conveyor operate safely under normal operating conditions.
In practice it can be expected that abnormal conditions develop for example, material fed onto the conveyor may misalign due to gradual buildup in the feed chute resulting in a misaligned belt which could run dangerously close to the structure and which could damage the belt.
Catastrophic failures also occur from time to time examples of which include a belt splice failure.
These abnormalities may occur when the conveyor is not being monitored and if left unattended, serious damage to the equipment and possibly personnel could arise.
Field instruments are therefore used on conveyors and serve to warn the operator that an abnormal condition is developing and will trip the conveyor should be problem become serious enough.
Most conveyors are fitted with the following instrumentation :-

| Item |
Description |
Function when actuated |
| 1. |
Misalignment detector |
Trip belt is seriously misaligned |
| 2. |
Under speed switch |
Trip drive and feed conveyor |
| 3. |
Blocked chute detector |
Trip drive and receiving conveyor |
| 4. |
Pull wire and switch |
Trip drive and feed conveyor |
| 5. |
Emergency stop |
Trip drive and feed conveyor |
| 6. |
Rip detector |
Trip drive and feed conveyor |

















