| Tomorrow's Conveyors Today |
|
Reprinted from Bulk Solids Handling,
July/September 1997
In a world where mankind and the environment are becoming ever more important, solutions which manage to combine a high level of safety and environmental improvement are the most sought after. If they can simultaneously increase profitability and effectiveness then they can bring conveyor technology into the next century. 1
The following describes one such system:
Gullfiber AB, Sweden (a company forming part of the Saint-Gobain Group in France) is a manufacturer of glass wool insulating materials for buildings and vehicles. The glass wool is principally made of recycled glass (75%) and a mixture of soda, lime, dolomite, feldspar and borax (Fig.
1). The composition of the mixture makes the material highly abrasive and difficult to handle.
Earlier Systems
Many factories which manufacture mineral wool or glass wool currently use pneumatic conveying equipment. In the case of Gulffiber it is a steel tube system made up of 250 m long conveyor sections exerting an air pressure of 3 bars. As the material is highly abrasive, it behaves in pneumatic conveyors very much like sand-blasting sand and wears out the piping. Especially noticeable is the wear and tear at the vast majority of the bends and 90 degree turns. When the wear and tear becomes too pronounced and causes cracks in the piping as a consequence, the mixture is deposited around the area, requires a thorough cleaning up operation, expensive repairs and causes stoppages in production. Another major problem was
the high costs in terms of energy needed to transport 140 tons of glass pneumatically every day. As the company staff were dissatisfied, the search began for a system to replace the old conveyors.
Fig. 1: From returnable bottles, via the crushing of the raw materials, to the finished product (glass wool)
Evaluation
When Gullfiber AB looked at a number of alternatives it wanted a supplier who would not just provide a new conveyor but a total solution to its problems. At the
same time the company wanted a new conveyor system which would combine a method of sealed conveyance with low energy consumption, minimal maintenance costs and which would also fit into a confined space. It was even anticipated that the finished belt would make conveyors environmentally-friendly and create a better working environment for staff, without the heavy lifting associated with replacing the pipes (the piping weighed 30 kg per meter)

Fig. 2: The SICON conveyor protects the material and ts surroundings
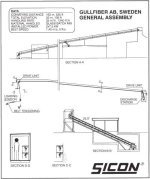
The SICON Conveyor
After careful consideration the company decided to opt for a SICON conveyor (Fig. 2) - a conveyor which combined all the requirements the company wanted in the new conveyor.
SICON Roulunds AB, Helsingborg, Sweden, has supplied the world market for nearly ten years and has supplied its conveyor system to various companies in Europe, Australia, New Zealand, South Africa and the USA. The SICON system consists of a completely enclosed conveyor belt which transports the material from the loading bay to the collection point without reloading points, wastage or dust (Fig. 3). Thanks to its unique construction it can cope with sharp curves and changes in level (25 degrees inclines in the case of Gullfiber). There is even the possibility of having multiple entry and exit points and protection for the material from external influences (Fig. 4).

Fig. 3: The incline at Gullfiber measures 25, although a 30 incline also presents no problem
The system has been well received by glass manufacturers and today it is in place in a total of ten production plants in Australia and Europe.
Operational Experience
The conveyor installed at Gullfiber AB has now been in operation for a year and experience with it has been very good. Maintenance and running costs, for example, have decreased considerably.
Gullfiber is therefore already planning to replace another of its pneumatic conveyors with a SICON system. A system which has all the requirements to become one of the conveyors of the future, not least thanks to its reduced need for maintenance, lack of waste and lower energy requirements.

Fig. 4: Details of the SICON conveyor
Loading can be located anywhere along the length of the conveyor. The belt is opened by deflection rollers into a U-shape and the opening is covered. Tight
curves are negotiated with the help of simple deflection wheels, which can be equipped with intermediate
drive units at every corner or curve where the wrap angle is at least
90. The belt can be emptied anywhere along the length of the conveyor.
At vertical discharge, the belt opens, folds out and runs flat over two deflection pulleys. After discharge the returning part closes again into its original configuration.
Horizontal discharge offers the option of completely emptying the load, or reloading into the returning part, which is closing as it continues. At horizontal discharge, any spillage is gathered on the lower part of the belt before it closes again. The elasticity of the belt allows very efficient discharge.