|
01 |
|
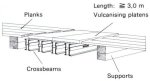
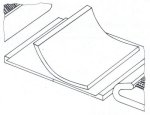
| Building the working table and vulcanising tent. | |
Steel Belt Splicing
|
01 |
|
| Building the working table and vulcanising tent. | |
| 02 |
|
| Mark centre lines and reference lines on both ends of the belts. | |
| 03 |
|
| Mark cutting lines on top cover. | |
| 04 |
|
| Cut the top cover with NILOS knife KW 3. | |
| 05 |
|
| Cut off rubber edge with NILOS knife KW 2. | |
| 06 |
|
| Strip off the top cover in strips not exceeding 400mm width with NILOS clamp KW 35. Turn belt ends over. | |
| 07 |
| Turn belt ends over. |
| 08 |
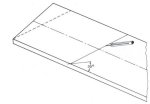
| Mark cutting lines on bottom cover (See fig. 3). |
| 09 |
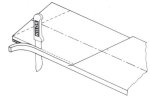
| Cut the bottom cover (See fig. 4). |
| 10 |
|
| Peel the bottom cover in strips not exceeding 400mm width with NILOS clamp KW 35. | |
| 11 |
|
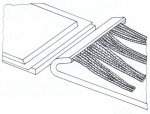
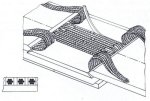
| Cut into rubber core along the cables at an angle of ~45 on the top and the bottom with the KW 3. | |
| 12 |
|
| Use knife KW 2 to cut rubber between the cables up to about 20mm before the joint and remove, leaving sufficient rubber around steelcord for adhesion. | |
| 13 |
|
| Buff rubber edges of belt with NILOS Roughening Machine KW 18. | |
| 14 |
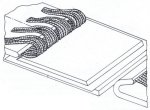
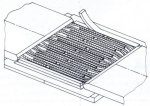
| Using the NILOS KW 18H hollow-shaped brush, roughen the rubber surface of the cables so that the edges are broken (but rubber covering must remain). Then clean by brushing off dust and dirt, and bundle the cables. |
| 15 |
| Brush ropes twice with NILOS solution "STG", let it dry thoroughly after each brushing. |
| 16 |
|
| Cut bottom cover insert to required size. Place on the lower NILOS vulcanising plate which has been warmed to about 50C (Lower plate covered with covered cloth). | |
| 17 |
| Clean lower connecting plate with NILOS cleanser "T" let it dry thoroughly. Brush lower connecting plate once with NILOS solution "STG" then let it dry. |
| 18 |
|
| Brush the buffed jointing edges with NILOS solution "STG" and let it dry. Place NILOS coverplate strips on the jointing edges of belt ends( bottom side of belt). | |
| 19 |
|
| Remove the sheeting only on the necessary part of the joint edge. Join the edges of the belt with lower connecting plate (bottom side of the belt). | |
| 20 |
|
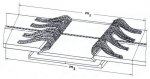
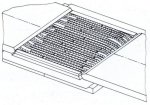
| Line up the belt ends exactly. Centre lines and distance of covering are to be precise (m1 = m2). | |
| 21 |
|
| Pattern for arranging the
cables: see appendix. Pull off sheeting from the bottom insert in strips, and keep it sticky by means of NILOS STG solution. Cut the cables to required lengths and press onto the bottom insert in the pattern shown in Appendix I. Use NILOS STG-Skin Gum as spacer, preventing contact between individual cables. (Sizes of Skin Gum: see next-to-last page). |
|
| 22 |
| Completely fill the gaps at
the cord joints with NILOS filler layer.
NEW: NILOS-Hand Extruder KW 53, a reliable and specially designed tool for filling in gaps (see leaflet no. 238). |
| 23 |
|
| "STG" brushed edging strip to be laid on bottom insert. | |
| 24 |
| Cut top cover insert to required size. |
| 25 |
| Brush top cover with NILOS solution "STG" and let it dry. |
| 26 |
|
| Brush the roughened jointing edges with NILOS solution "STG" and let it dry (test with back of hand!). Place NILOS rubber on the jointing edges of belt ends (upper side of belt). | |
| 27 |
|
| Place top cover insert in place. | |
| 28 |
|
| Trim edges of rubber inserts (leave 10mm per edge). | |
| 29 |
|
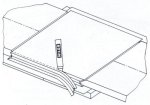
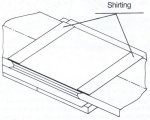
| Place shirting-strips and pressure cloth on top. | |
| 30 |
|
| Assembly of NILOS vulcanising
apparatus. Edge rails, upper vulcanising and plates preheated to 50C, upper crossbeams mark positions of vulcanising plates with chalk. Tighten edge rails and the crossbeams. Regarding assembly, see NILOS Prints 209 (Assembly with hydraulic crossbeams) and 235 (Technical Report). |
|
| 31 |
| Switch on NILOS vulcanising plates, tighten crossbeams further. |
| 32 |
| Switch on motor pump (or use hand pump) control pressure continuously by the gauge. |
| 33 |
| Increase pressure according to
the temperature of the heating platens in order to reach 50C = about 50
bar resp. when 100C is reached the pump pressure should be increased
according to
the pressure data on the crossbeams. The pressure of the vulcanising procedure must be continuously controlled. Higher pressure should be corrected by the valve wheel. Please follow the pressure ratio on the crossbeams carefully. |
| 34 |
| Switch off current when vulcanising temperature reaches 140C. |
| 35 |
| Switch on current again to 135C vulcanizing temperature. (Automatic control through NILOS control box JA 2..A). |
| 36 |
| Heating process (change
between 34 and 35). Example, for 25mm thick belt - 75 min, Average rule: thickness of belt x 3. |
| 37 |
| Let vulcanising temperature drop back to about 60C. |
| 38 |
| Release pressure on crossbeams and dismantle vulcanising apparatus. |
![]()