
| Process Automation Technical Data |
|
The Process Automation NBS Series 200 belt scale does not make contact with the conveyor belt nor the process material on the belt. The scale is ideal for unusual conveyors as well as for standard conveyors where low maintenance (low cost of ownership) and higher reliability is essential. Superior accuracy's are achieved on very short conveyors, stacker-reclaimer conveyors, skirted, rope and screw conveyors.
An isotope transmits a non-contaminating gamma beam through the product that is attenuated proportional to the amount of material on the belt. The belt load signal is combined with the belt speed signal to produce a rate (tonnes per hour) signal that is integrated to display the total tonnage conveyed.
The scale outputs may be used for control, recording and/or accounting.
Being largely a solid state device, the scale is supremely reliable, providing a high level of accuracy over extended periods under adverse conditions.
The belt speed is measured by a digital tachometer that provides a precise speed signal to the signal processor to compensate for changes in belt speed.

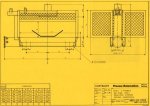
Simplified installation drawing for NBS 200 gammaweight gamma belt scale
WEIGHING ON SCREW FEEDERS
The Process Automation Gamma weigh belt scale can be successfully applied to screw feeders, providing a high degree of accuracy.
We manufacture four different measuring heads used with our UNIPRO signal processor to suit the many varied dimensions encountered with screw feeders, viz, strip source, dual source, standard point source and a high profile gauge head.
Accurate drawings of the screw feeder, showing details of the screw, are essential to determine the model gauge head to be applied. Metal thicknesses must be shown, being critical for source size calculation.
It is not possible to weigh the product throughput on all types of screw feeders. Some feeders are simply designed to move the product out of a silo. These often defy throughput measurement.
A screw feeder which is designed as a proportioning device is normally acceptable for weighing purposes. The process material Throughput must be proportional to the rotational speed of the screw.
It is suggested that, prior to fitting a gamma gauge to the feeder, its linearity be checked. Run the feeder at different rotation speeds and check the throughput at each speed over the range of interest. Do a second or third test, returning to the speeds previously checked, to determine the repeatability of the feeder.
The accuracy of the system will eventually be the percent repeatability and linearity of the feeder plus the in-accuracy of the scale, which is usually in the order +\-2%.
Process Automation offers a service to assist the customer in the evaluation of feeder systems.
If you can move it, we can measure it! APPLICATION, INSTALLATION AND USE REQUIREMENTS FOR THE PROCESS AUTOMATION GAMMA MASS METER
A gamma conveyor mass meter should be tested and used to the general requirements laid down by the United States National Bureau of Standards per Handbook 44, except criteria which specifically applies to Electro-mechanical or mechanical mass meters only.
For long term satisfactory operation, the following points should be noted: -
Installation and Conveyor Conditions
- Install at a point where the belt will not lift more than a few millimetres above the idlers at no load, if at all. Belt tension is unimportant, but high lift will make the tare setting difficult.
- Install just before an idler set with respect to belt travel and approximately 20mm below the belt. (Underside of belt to detector top distance).
- For light loading applications the belt should tare well, i.e. be in a good condition and not have light and heavy sections joined together. Good belt tracking is required.
- At the point of weighment the material must move at belt speed. Skirt boards, inclines in excess of 150 and installation too close to the loading point may cause problems.
- The tachometer installation needs careful consideration as well. It is recommended to use a special Process Automation tachometer drive assembly at the weigh head. Avoid wet and dirty areas, such as the tail pulley.
- The belt should be of a duty (weight) to suit the load. Very light loads require light belts.
Material Considerations
- The calibration holds good for one material only. The material may have a wide particle size distribution, such as R.Q.M gold mine ore. For each material a separate calibration is required, for instance, one for -25mm, one of -80 + 25mm and one for -350mm if all the products will be carried on the same belt at different times.
- The material is to be fed to the centre of the belt and allowed to settle to its natural angle of repose. Do not shape the profile. Discharge from vibrating feeders are best fed to the belt via a simple chute.
- Spillage usually causes weighing problems. Spillage on the scale may be caused by poor belt joints and tears.
- The scale becomes less accurate nearer belt empty conditions. For better accuracy's the feed rate should be controlled between 30% and 90% of calibration capacity.
- Vibration is damaging to most equipment and instruments. Severe vibration requires special consideration. Conveyors should always be isolated from vibrating screens, crushers, etc.
Use Requirements
- Limit the belt side play to plus-minus 50 millimetres.
- Keep bottom arm of mass meter (detector) clean and free of spillage.
- Tare the system regularly, especially on light loading applications, On very light loading applications it is important to wet the belt for taring purposes if the belt normally runs wet. The absolute minimum belt load requirements must be observed.
- Do a simulated calibration test at least once in three months, or as often as required.
Calibration
- The US National Bureau of Standards requirements (live material which is pre- or post-weighed) should be carefully considered, and adhered to as close as possible. Since the calibration of a Process Automation gamma conveyor mass meter will be valid for the life-time of the instrument, great care should be taken in its initial calibration.
- Pre-calibrated belt scales should be checked once for best accuracy.
- Simulated tests are acceptable after the initial calibration with process material.
General
Consult with the local Process Automation representative to ensure that your weighing requirements are cost effectively met.
Conclusion
Often compromises have to be made where the required criteria cannot be met, which means that compromises must also be made with respect to the performance of the equipment.
The Golden Rule is: Be as serious in meeting the required criteria for good weighment as you are about the required accuracy and performance of the belt scale.
![]()