| Process Automation Technical Data |
|
The Process Automation six idler counterbalanced approach-retreat belt scale with on-board test weight is nick-named by many as the Argument Stopper.
The Department of Metrology/Bureau of Standards has verified that its accuracy is beyond dispute, but more importantly, that the phenomenal accuracy can be maintained for periods of up to four months, if completely sealed so that the calibration cannot be touched by anybody.
Stop those arguments about tonnages!
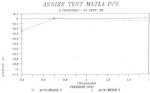
Read the attached test reports from a number of Escom Power Stations.
LIST OF ADVANTAGES OF THE UNIPRO ACCUWEIGH SERIES BELT SCALES
- The Tachometer drive assembly is installed on the clean side of the belt at the point of weighment to compensate for belt stretch.
- Approach-retreat designs will tolerate idler mis-alignment (the most common site problem) better than all other designs.
- The service staff are exposed to two adjustments only, viz, zero and span, which are digitally set and do not depend on a persons skill to adjust. The manual is not routinely required as the UNJPRO prompts the user through set-up procedures.
- Calibration is automatically set.
- No calibration chains are required since the scale can be calibrated while the belt is stationary.
- Digital electronics are drift-free and accurate immediately on switch on.
- The loadcell is indestructible in the installed situation. Overloads cannot damage or degrade the loadcell.
- Technicians will learn to handle a scale in only ten minutes with respect to checking procedures.
- Dynamic calibration is easily performed at three points of the range with the on-board test weight.
- The Loadcell is a modem strain gauge loadcell requiring no temperature compensation.
- The Accuweigh Six is certified as a payment scale.
- The Accuweigh system is extremely rugged and suitable for all mining situations.
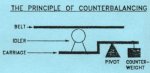
- The weigh frame, idlers and belt are counterbalanced so that only the process material on the belt is seen by the loadcell.
| CUSTOMER:GROOTVLEI POWER STATION | DATE: 29 July, 1990 | |
| TAG NO.: | 21A NORTH & SOUTH | CONVEYOR WIDTH: 1200 |
| 21B NORTH AND SOUTH | BELT LOADING MAX. (KG/M): 67 | |
| SCALE TYPE: UNIPRO E/M BELT SCALE | THROUGHPUT MAX. (T/H): 700 | |
| MATERIAL TYPE: CRUSHED COAL | ||
TAG NO. |
TEST NO. |
AVER. FEED RATE (T/H) |
AVER.LOAD (KG/M) |
INDICATED MASS |
ACTUAL MASS |
% ERROR |
South 21A |
1 |
525 |
50 |
38,20 |
38,15 |
+ 0,131 |
" |
2 |
550 |
52 |
40,21 |
40,15 |
+ 0,149 |
North 21A |
1 |
525 |
50 |
38,20 |
38,18 |
+ 0,052 |
" |
2 |
550 |
52 |
40,21 |
40,21 |
0,00 |
South 21B |
1 |
360 |
34 |
88,80 |
89,05 |
- 0,28 |
" |
2 |
360 |
34 |
88,41 |
88,55 |
- 0,158 |
North 21B |
1 |
360 |
34 |
88,86 |
89,05 |
- 0,213 |
" |
2 |
360 |
34 |
88,43 |
88,55 |
- 0,135 |
Remarks:- Test results achieved were well within specified assized scale accuracies
COUNTERBALANCED BELT SCALES
The counterbalancing of a conveyor belt scale often makes the difference between performing and not performing.
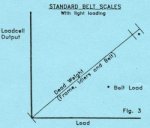
As the scale weigh frame becomes longer with more idlers on it, the heavier it gets. This dead weight of weigh frame, idlers and belt become the dominant percentage of total weight. On lightly loaded belts (fig. 3) the product to be weighed may be only 5-10% of total weight.
We have encountered many non-counterbalanced systems on applications where the dead weight smothered the system to such an extent that the process material was hardly weighed at all.
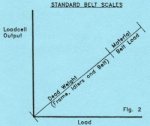
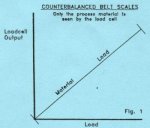
Fig. 2 shows a fair representation of the dead weight/process material weight ratio of a non-counterbalanced scale. Fig. 1 shows the improved situation where all the dead weight is counterbalanced and the loadcell is correctly sized to weigh the process material to an acceptable accuracy.
Engineers fully appreciate the futility of measuring/testing a torch cell on the 100 volt scale of a volt meter. The same principles apply to belt scales. The loadcell must match the weight of the item to be weighed.
 |
 |
![]()