| Beginners Guide |
|
Information courtesy of
![]()
Brakes for Downhill Conveyors
Beginners Guide
Information courtesy of

Brakes for Downhill Conveyors
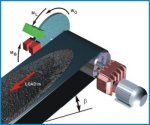
Collect the following data for a downhill conveyor
wm = Motor Speed
Jm = Moment of inertia motor
m = Masses of the load
V = Load Speed
w() = Disc Speed
X = No. of consecutive brakings without intermediate cooling
ML = Load-torque at braked shaft
Load-cycle regarding braking
Required braking time or max braking-torque.
A conveyors braking time is often much longer than other types of braking. This is due to the fact that high retardation rates are not possible because of the risk of stretching the belt and oscillation.Downhill conveyors have a negative load torque which will accelerate the conveyor when power failure occurs. To avoid this a downhill conveyor needs a brake to control the retardation and stop the conveyor. Very big conveyors can consist of a mixture of downhill, uphill and horizontal conveyors. That means that the load torque can be positive-negative or zero if the load is moving up-down or horizontal. One more thing that will affect the required braking torque is the size of the load which also can vary. This means that retardation will vary if the braking torque is constant. To avoid this a servo control system is required to control the braking torque so that constant retardation is achieved independent of the load.
Uphill conveyors normally only need a holding brake to avoid the conveyor to running backwards.
Horizontal conveyors do not normally need a brake if the speed is smaller than the required braking time.
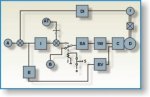
| AT = Actuating time setting | EV = Emergency trip valve |
| A = Acceleration command setting | SA = Servo amplifier |
| B = Release command setting | SV = Servo valve |
| T = Tachogenerator | C = Caliper unit |
| DI = Differentiating network | D = Brake disc |
| I = Integrating network | S = Brake command switch, normally closed |
| E = Acceleration, error detector | = Summing symbol |
Example of a constant retardation servobraking system
The downhill conveyor is the most difficult case, notably in that this conveyor does not normally stop by itself when loaded. When the conveyor operates under a load, the drive motor actually acts as a brake, absorbing energy from the descending load. In the worst case, this energy is converted into heat or, nowadays, into electrical energy for consumption elsewhere. In the event of a power failure or a transmission breakdown, the brake must first offset the load torque previously taken up by the drive motor. Then, whatever is left of the braking torque (retardation torque) must bring the conveyor to a standstill. What actually happens is that the brake absorbs the change in potential energy of the descending load and then absorbs the kinetic energy stored in the rotating and moving masses.
In many cases, the load on the belt varies. Sometimes the conveyor is not only of the downhill type, but a combination of uphill, downhill and horizontal. This makes if difficult to compromise in order to find an optimal brake solution. If the maximum permissible braking-torque-to-load-torque ratio is high, say 2, and the braking torque can be applied when the conveyor is empty, then a fixed pressure level can be utilized during braking. If this pressure level is zero, the brakes are drained to tank and a simple on-off system can be employed. Otherwise, a counter pressure system is required. For high demands on belt tensions and stopping times, requires a servobrake-control system for braking with constant retardation regardless of load, load torque, speed etc. A Tachogenerator senses the belt speed and the speed signal is differentiated and compared to a retardation command setting. The error signal is fed into an electronic regulator and an amplifier, which controls a servo valve. The servo valve keeps the oil pressure at the desired level so that the braking torque provides constant belt retardation during braking.
One good reason for using a constant retardation braking system is to prevent the following from happening :
If the load torque exceeds the level for which the braking torque is designed, the retardation torque is reduced and the kinetic energy of the moving system is increased. This results in a longer braking time, and the higher kinetic energy and increased change in potential energy may be too much for the brake.
The brake disc must be designed to withstand the thermal load, since all energy absorbed by the brakes goes into increasing the disc and liner temperature. Often, this temperature increase is so great and takes place so quickly that the thermal expansion on the disc surface gives rise to compressive stresses, which are so great that there is a risk of fatigue cracking in the disc surface. These stresses have to be kept to a level where there is no risk for fatigue and the maximum disc temperature has to be limited.
Thermal problems are uncommon if the brake disc is mounted on or integral with the pulley, but common if the disc is situated between a high-speed motor and a gear box. At first thought, it might seem that all that has to be done to increase the thermal capacity of the disc is to increase its diameter. But since kinetic energy is proportional to the square of the disc speed multiplied by the moment of inertia, and since the moment of inertia is proportional to the square of the disc diameter, it is obvious that increasing the diameter of the disc on the high-speed shaft could give rise to problems.
Svendborg Brakes normally check's on requests that thermal conditions are acceptable, both for our discs and for customer-designed discs.
![]()