| SC | Description | Cause | Effect / Remedy / Responsibility |
A/R/N /C/REP |
Example |
|
1 |
APPEARANCE OF
SODIUM DICHROMATE. A small amount of sodium dichromate is generally added to the quench water bath for passivation. |
Although the recommended quantity of sodium dichromate is about 0,15 to 0,3%, occasionally when topping up, more is added. This often results in a dark yellow to brown colour on the galvanized surface. The darker colour will provide enhanced initial corrosion protection. | Maintain concentration of sodium dichromate at about 0,15 to 0,3%. G |
A |
 |
| 2 |
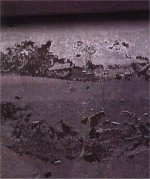
ASH DEPOSITS. |
Zinc oxide deposits coo take place when the component is dipped or when it is removed from the both. | The coating is normally intact underneath the ash deposits. Ash must be removed and the coating thickness verified for conformance to the specification requirements. Remove ash from all liquid conveyance pipes. G |
A/N
|
 |
| REP If necessary |
|||||
| 3 |
BARE SPOTS. |
There are several causes of bare spats. These include: |
A/R
|
 |
|
| REP If necessary |
|||||
| 4 |
BLACK STEEL INSPECTION. |
Components should be checked for distortion caused during rolling or fabrication. Check for appropriate vent, fill and drainage holes: removal of weld slag and spatter; venting of overlapping surfaces; unsuitable joining materials; temporary identification markings; clearance for moving ports and potential distortion due to the process. | Insufficient inspection prior to hot dip galvanizing can be the cause of dispute. G | A/R |  |
| 5 |
BLASTING DAMAGE. |
Incurred nozzle pressure; nozzle angle; sweeping distance; size of abrasive and recycling of grit. | A hot dip galvanized coating wi8 be partially or fully destroyed by excessive blasting. Refer to the HDGASA Cede of Practice. D/B | R | 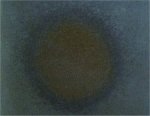 |
| 6 |
BLOWOUTS. |
Pre-treatment chemicals penetrating sealed overlap areas through the required vent holes and escaping during immersion in the molten zinc. This effect tends to damage the flux coating, causing localised uncoated areas. | Pre-heat item prior to immersion in zinc both to dry out overlap area as much as possible. D/G | A |
 |
| C/REP If necessary |
|||||
| 7 |
CLOGGED HOLES. |
Molten zinc has a high surface tension and will not easily drain from holes under 8mm in diameter. | Make holes as large as possible. Removal of molten zinc over the bath and utilization of vibrators will reduce the likelihood of clogging. D/G | A |
 |
| C If required |
|||||
| 8 |
CLOGGED THREADS. |
Insufficient centrifuging or poor drainage of threaded attachments on withdrawal from the galvanizing bath. | The correct centrifuging equipment or post galvanizing thread cleaning by heating, wire brushing or oversize tapping of nuts, will generally remove clogging. If necessary specify delivery of bolts end nuts in nutted up farm. G | R |  |
| C/REP | |||||
| 9 | DESIGN STRUCTURES IN MODULAR LENGTHS AND OPTIMUM WIDTHS TO SUIT AVAILABLE BATH SIZES. |
Double dipping can sometimes be used to hot dip galvanize fabrications that are too long or wide far single immersion. If the fabrication exceeds the bath size, members in the fabrication may require touching up. | Touch up and repair can be avoided, the cost of hut dip galvanizing reduced and the overall quality improved, if the design of the component is restricted to the length, width and depth 0f the galvanizing bath. D/B | A |  |
| C/REP | |||||
| 10 | DISCOLOURING AFTER HOT DIP GALVANIZING CAUSED BY GRINDING OR OTHER RESIDUES. |
Materiel stored in contact with rusty steel, or iron filings can cause surface rust staining. | Once the cause has been removed the stains will gradually disappear. B | A |
 |
| C If possible |
|||||
| 11 | DISTORTION. |
The hot dip galvanizing process occurs ala molten zinc temperature of 450 dug C. This is at the lower end of the stress relieving temperature for treating steel. Thus, any inherent rolling or welding stresses in the fabrication, are likely to be released. This may result in a dimensional change, i.e. distortion. | Use symmetrical designs; Use sections of similar thickness; Stiffen unsupported thin wall sections; Use preformed members with the correct minimum bend radii; Use balanced or staggered welding techniques; Make use of temporary braces on thin walled sections such as troughs, cylinders and angle frames. Avoid quenching after galvanizing. Components can be straightened after hot dip galvanizing. D/G | A/N
|
 |
| REP If possible |
|||||
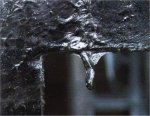
| 12 | DRAINAGE
SPIKES. Spikes and teardrops of zinc often appear along the edge of a component after hot dip galvanizing. |
The edge mast likely to have these spikes is the last to leave the bath on withdrawal. This applies particularly to complex fabrications. | Drainage spikes are easily removed at the bath while still molten but with complex fabrications, the solidified spikes will be removed by fettling by the galvanizer prior to inspection. G | A/N
|
 |
| C/REP If possible |
|||||
| 13 | DROSS. |
Gross dross deposit from the bottom of the zinc both, trapped in the corner of a fabrication. The dross incorporated in the coating prevents drainage of the zinc in the intermediate area and a build up occurs. | Dross consists of the same iron/zinc alloy as the coating, it will provide the same corrosion protection as a normal hot dip galvanized coating. G | R/N Mechanically remove if possible, repair or regalvanize |
 |
| C/REP If necessary |
|||||
| 14 | DULL GREY OR
MOTTLED COATING APPEARANCE. |
This appearance indicates the presence of extensive iron/zinc allay phase growth, mused by steels with high reactive levels of Silicon and Phosphorous in steels. | Although not as aesthetically pleasing as a coating with free zinc on the surface, a dull grey coating provides similar or hotter corrosion protection. D/S | A | 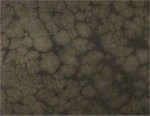 |
| 15 | FLAKING OR
DELAMINATION OF COATING. |
High phosphorous content (greater) than 0,03% causes entire coating to delaminate from the steel. | Use a steel that has a phosphorous content of lower than 0,03%. D/S | R/N |  |
| 16 | FLUX DEPOSITS,
STAINS AND INCLUSIONS. Flux deposits or stains from the galvanizing process may adhere to the steel or become included in the coating. Flux residues are black, brown, grey or yellowish non-metallic deposits consisting mainly of ammonium chloride. |
Flux deposits or stains may occur as a result of excessive "dusting" with ammonium chloride on withdrawal from the molten zinc. Flux inclusions can occur when a surface flux blanket is applied to the zinc surface (wet galvanizing). Flux blankets are normally only used for specialised processes, e.g. galvanizing of tubes and fasteners. | Flux deposits or stains should be removed and the underl~4ng coaling measured to determine whether it conforms to the minimum requirements of the specification. G | A
|
 |
| C/REP If necessary |
|||||
| 17 | DISCOLOURATION OF THE PAINT COATING OVER HOT DIP GALVANIZING AFTER EXPOSURE TO THE ENVIRONMENT. | Inadequate repair of a damaged surface on the hot dip galvanized coating prier to the application of a paint coating. | Make use of the correct repair materials and application procedures when touching up cut or welded hot dip galvanized components. See Coating Repair Procedures. B | R |  |
| REP | |||||
| 18 | COATING THICKNESS PROVIDED ON FASTENERS USE TO ASSEMBLE HOT DIP GALVANIZED STRUCTURES. | No matter how the zinc coating is applied, the coating life is proportional to its thickness in a given environment. Often electroplated fasteners with insufficient coating thickness are incorrectly used in external environments. | Specify hot dip galvanized fasteners to ISO 1461, where required. Alternatively overcoat fastener with an approved zinc rich point or epoxy. See Coating Repair Procedures. D/B | R
|
 |
| REP If acceptable |
|||||
| 19 | MECHANICAL
DAMAGE. Mechanical handling or transport damage may occur, particularly with extremely thick coatings, which tend to be brittle in nature. |
The use of chains, wire ropes, dragging or dropping of the component onto a hard surface, can cause mechanical damage. This is particularly relevant with thick brittle coatings. | Warning labels, highlighting a thick coating and possible damage if manhandled, should be attached by the galvanizer, before the component is transported. The use of nylon lifting slings is recommended. G/B | A
|
 |
| REP If necessary |
|||||
| 20 | OXIDE LINES. Light aluminium oxide film lines on hot dip galvanized surface. |
Due to the shape and/ or drainage conditions of some components, the hoist crane has stopped and started upon withdrawal of the items from the molten zinc. | No effect on corrosion resistance. The overall appearance becomes uniform in time. G | A |  |
| 21 | PIMPLES
OR BLISTERS. |
Dross pimples result from agitation of the dross layer at the bottom of the bath or from dragging material through the dross layer. They appear as small, hard lumps on an otherwise normal galvanized surface. Blisters may be formed by hydrogen, which is absorbed daring pickling and diffused at galvanizing temperatures. | The galvanizer should avoid disturbing the dross layer at the bottom of the bath by controlling immersion depths and dressing regularly. Since dross pimples represent minor disturbances in coating uniformity, they do not affect corrosion resistance. G | A
|
 |
| C If necessary |
|||||
| 22 | REACTIVE AND
NON-REACTIVE STEELS, WELDED TOGETHER. Variations in coating thicknesses can arise when reactive and non-reactive steels are welded together. Efforts to increase coating thickness on the less reactive steel may result in an undesirably thick and brittle coating on the most reactive steel. |
This difference in coating thickness, is brought about by a combination of a more reactive silicon killed steel, and/or high phosphorous resulting in a thicker coating and a less reactive aluminium killed steel, resulting in a coating thickness sometimes below that required in the specifications. Should the galvanizer be asked to regalvanize in accordance with the specification, the resultant coating thickness on the reactive steel will be excessively thick, resulting in a brittle coating more susceptible to damage. | Select the same steel for fabricating a component. If need be, accept a concession request by the galvanizer when the thinner coating is possibly below specification. D/B | A/N |  |
| 23 | REMOVAL OF
ZINC COATING BY EXCESSIVE CLEANING. Unless otherwise agreed, the galvanizer will limit cleaning of the final coating by mechanical means to that required in the specification. |
Excessive cleaning of the coating, particularly the edges, by mechanical methods, can result in uncoated areas. | The affected areas usually only appear after the component is installed. Care should be exercised by the galvanizer to avoid over cleaning. G/B | R |
 |
| REP At the galvanizer or alternatively at site |
|||||
| 24 | ROLLING
DEFECTS IN STEEL. These defects maybe broadly classified as surface discontinuities in the steel that have been elongated during rolling. |
Steel may occasionally include laminations, laps, folds and nonmetallic impurities, which result in slivers rolled into the metal surface. Defects of this type are sometimes detected before or after pickling, but may only become apparent after hot dip galvanizing. | Surface flaws in the base material maybe removed by local grinding after hot dip galvanizing followed by repair of the affected surface. Minor surface defects will not adversely influence coating life. S | A
|
 |
| REP If necessary |
|||||
| 25 | ROUGH COATINGS, CAUSED BY STEEL SURFACE CONDITIONS. | Rough surfaces, typical of coatings on corroded steel surfaces, can be hot dip galvanized satisfactorily. The coating will, however, reflect the texture of the substrate. Other causes of rough surfaces include uneven cold working, over pickling, a high galvanizing temperature and/ or extended immersion in the molten zinc. | The rougher surface will produce a thicker coating and result in a longer service life. S | A |  |
| 26 | ROUGH HEAVY COATINGS, CAUSED BY A ROUGH SURFACE AND/OR THE CHEMICAL COMPOSITION OF THE STEEL "TREE BARK EFFECT" | Rough, heavy coatings refer to hot dip galvanized components showing markedly rough surfaces. This can include coatings that have a generally rough surface and, in some cases, groove type surface configurations, "tree bark effect" caused by variations in surface steel analysis. | The thicker coating produced will provide greater corrosion protection. Except when the coating tends to flake off or delaminate see SC 15. S | A/R |  |
| 27 | ROUGH HEAVY COATINGS CAUSED BY INSUFFICIENT CENTRIFUGING. | Efficient centrifuging, will generally remove excess zinc and provide a smooth and attractive exterior. | Provided the steal/casting surface is reasonably smooth, correctly centrifuged articles will provide an acceptable finish. G | R |
 |
| C/REP If acceptable |
|||||
| 28 | STAINS CAUSED BY WEEPING. | The salts from acid or flex that have penetrated porous welding or between contact surfaces during pickling can weep after hot dip galvanizing and water quenching, producing a stained area. | The stains can be easily removed by means of bristle brushing. Should the component be destined for a corrosive area, the crevice should be sealed with a sealant after cleaning. D/B | A
|
 |
| C/REP If necessary |
|||||
| 29 | TIGHTLY ADHERENT LUMPS OF ZINC ON THE INSIDE OF HEAVY WALLED STEEL PIPING. |
Heavy walls and thick flanges used in the manufacture of piping can act as a heat sink when immersed in molten zinc. This effect considerably lengthens the immersion time. Occasionally the galvanizer will remove the pipes before all the zinc has melted from the inside of the pipe. | The galvanizer should ensure all zinc hen been removed from the aside of the pipe by longer immersion times. G | R
|
 |
| C/REP If acceptable |
|||||
| 30 | TOUCH
MARKS. The zinc in the galvanizing bath should have free access to all component surfaces or small unmated or damaged areas can result. |
Articles entering the galvanizing baths should not be in tight contact with each other. Jigging wire should also be loosely attached to eliminate wire marks. Where a component has been resting on jigging or dipping equipment, an uncoated area en touch mark could appear. | Minimise contact between components and jig connections. (Loosen jigging wire). Small components can be centrifuged. G | A
|
 |
| REP If necessary and acceptable |
|||||
| 31 | TYPICAL SPANGLED
HOT DIP GALVANIZED COATING. A typical hot dip galvanized surface is shown in the example. The surface is silver grey in colour and not necessary but often has a spangled effect (zinc crystals) in a range of sizes. |
Surface appearances may vary according to the chemical composition of the steel. Cooling rate has a direct effect on the surface brightness and spangle size. Easter cooling usually results in a brighter coating with a smaller spangle size. | Small additions of aluminium to the molten zinc, brightens the coating. S/G | A |  |
| 32 | UNEVEN
DRAINAGE. Uneven drainage results in an uneven or lumpy area on which zinc build op has occurred. |
This condition can occur over the entire surface Grin isolated areas. Uneven drainage also includes drips en the ends of ports, runs near halos. The cause is withdrawal speed too high or low galvanizing temperature. | Although not particularly attractive, this condition dons not adversely affect coating performance. Protuberances and lumps, which interfere with mating surfaces are unacceptable. G | A |
 |
| C If necessary |
|||||
| 33 | UNCOATED SURFACES CAUSED BY STEEL SURFACE CONTAMINANTS OR ENTRAPPED AIR. | Residues, such as oil based paint, grease, oil or labels on the steel surface or incorrectly positioned vent holes, can result in localised ungalvanized areas in an otherwise continuous galvanized coating. Defects after galvanizing can very in colour from grey black to brown while no galvanized coating has been formed. | Ensure all paint or grease is removed prior to hot dip galvanizing. Make usual suitable marking pens for temporary identification. Correctly position adequately sized vent hubs. B | A/N/R
|
 |
| REP If necessary |
|||||
| 34 | UNGALVANIZED SURFACES CAUSED BY SCALE OR SAND. | Sand on cast iron or scale on the steel surface is generally caused by the process used to form or roll the product. A localised ungalvanized area in an otherwise continuous coating can occur if scale or sand from the moulding or rolling is not removed by acid pickling or abrasive blasting. | These ungalvanized areas may occur in a linear pattern on angles, channels or other rolled products. They can also appear on cast iron products. S/G | R/N |
 |
| REP If acceptable |
|||||
| 35 | UNGALVANIZED AREA IN THE VICINITY OF A WELD. | A localised ungalvanized area near a weld can be caused by weld slug deposit, weld porosity or weld undercut. Oxide deposits and residues from welding are resistant to normal pickling adds and mint be removed before the work is pickled and hot dip galvanized. | Weld slag deposits should be removed by the fabricator by means of abrasive blast cleaning. The deposit can also be removed by proper chipping or wire brushing. Shielded arc welding as opposed to slick welding is preferred for components which are to ho hot dip galvanized. B | R/N
|
 |
| REP If necessary |
|||||
| 36 | USE CONVENTIONAL FIXING METHODS SUCH AS BOLTS AND NUTS, OR REPAIR DAMAGED COATINGS CAUSED BY WELDING OR NON0-CONVENTIONAL FIXING METHODS. | Conventional drilling and bolting after hot dip galvanizing is preferred. Should welding or noon-conventional method of fixing be used, resulting in damage to the coating, an approved repair method is necessary. | Coating repair can be done by zinc motel spraying urn zinc rich painter epoxy, providing the product conforms to the requirements of the specification. (See Coating Repair Procedures). D/B | A |  |
| REP | |||||
| 37 | WELD SPATTER. Weld spatter is oxidised, normally spherical expelled weld metal, that is fused or not onto the surrounding material during welding. |
Weld spatter is caused by weld pool explosions when improper welding parameters are used, or if the material is dirty or contaminated. | Loosely adherent weld spatter should be removed prior to hot dip galvanizing. Although not acceptable in terms of the specification the presence of tightly adherent weld spotter after hot dip galvanizing will not affect the corrosion resistant properties of the coating. B | A/N |  |
| 38 | WET STORAGE
STAIN OR WHITE RUST. Wet storage stain or white rust as it is commonly called, is a white voluminous deposit that is occasionally found on the surface of a freshly galvanized coating. |
Wet storage stain (zinc hydroxide) is formed on freshly galvanized surfaces whirls are in close contact in presence of moisture. Freshly galvanized coatings react with the environment until such time as a stable zinc carbonate film is formed on the cooling surface. | Wet storage stain ceases when the cause is eliminated. If the coating thickness at the affected area is equal to, or greater than the minimum required in the specification, it is not a cause for rejection, other than for aesthetic reasons. The latter is subject to discussion with the end user. Customer is to exercise caution during transport and storage. G/B | A
|
 |
| C If necessary |
|||||
| 39 | ZINC METAL SPRAYED REPAIR APPLIED TO INADEQUATELY BLASTED SURFACES OR NOT WIRE BRUSHED AFTER APPLICATION. | In order for zinc metal spraying to adhere on application, the damaged galvanized surface mast be adequately blasted. As it is difficult not to over spray, excess zinc metal spray loosely adheres to the surrounding coating. | Prepare surface for repair by adequate blasting. Loosely applied zinc metal sprayed coating at the perimeter of the repair should ho removed by wire brushing If net removed, there is no compromise in the corrosion resistance. G/B | A |  |
| C | |||||
| 40 | ZING
SPLATTER. Splashes and flakes of loosely adherent zinc, caused by moisture on the steal surface when hot dip galvanizing. |
When hot dip galvanizing an unusually deep fabrication by double dipping, moisture an the surface of the steel contacts with the molten zinc causing splashes of zinc to loosely adhere to the already hot dip galvanized surface. | The loosely adherent zinc splashes are easily removed. An experienced galvanizer can ensure the coating overlap on double end dipped surface, is not visible. G | A |  |
| C | |||||