|
Figure 7. Section through electrolytically applied zinc layer |
Figure 8. Zinc metal spraying. |
Steel Protection
By Hot Dip Galvanizing & Duplex Systems
Information courtesy of: HOT DIP GALVANIZERS ASSOCIATION SOUTHERN AFRICA
Corrosion Protection Methods
3.1 HOT DIP GALVANIZING
Steel components. cleaned of rust, mill scale and other contaminants, are dipped into molten zinc, producing a coating of iron/inc alloys with pure zinc on the stir-face. Chapter 4 refers.
3.2 ELECTROPLATING
The steel surfaces are degreased and pickled to remove rust and mill scale. The component is then submerged in a zinc salt solution and connected as a cathode to a direct current source. Rods or balls of pure zinc are connected as anodes. The solution (electrolyte) can be acidic, neutral or alkaline, which determines the type of zinc salt. When the current flows, zinc from the electrolyte is deposited on the steel surfaces. At the same time, the anode dissolves and supplies new zinc to the electrolyte.
Items can either be supported in jigs or baskets or they can be placed in drums for movement between the necessary baths.
The deposited layer has a very fine crystalline structure with a distinct boundary between the plated zinc and the metal substrate (figure 7). Thicknesses vary from 5 to 25 m. However, layers thinner than 5 m can often be found on items such as fittings, small bolts, etc.. Layers thicker than 25 m can only be obtained on components or structures of simple smooth geometry, e.g. wire.
The surface of the zinc coating is very even, with a silvery, metallic sheen. Through the addition of special additives to the bath, very shiny coatings can be obtained (bright zinc). Electroplated components are usually dipped in chromate to prevent corrosion during storage and transportation. The chromate layer is often colourless but can, in the case of thicker layers, be yellow-brown or green in colour.
Because of the thinness of the zinc layer, electroplated components should be finished with a layer of paint or other organic mating prior to outdoor exposure in order to increase the service life.
See also SANS ISO 4042 for fasteners and SABS ISO 2081 for other components.
3.3 ZINC METAL SPRAYING
The steel is cleaned by means of abrasive Mating - at least to Sa , according to ISO 5501-1. Zinc is fed into the spray gun in the form of wire or powder and melted by a gas flame or electric arc (figure 8). The molten droplets are then sprayed on to the steel surface with the aid of compressed air.
|
Figure 7. Section through electrolytically applied zinc layer |
Figure 8. Zinc metal spraying. |
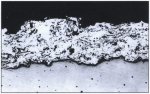
The zinc layer can exhibit porosity and the surface may be coarse (figure 9). The thickness of the coating can be varied from about 30 m to (in practice) about 300 m. Adhesion to the steel surface is purely mechanical.
The method is suitable for larger objects of relatively simple shape. It is also well suited to the repair of zinc coatings on hot dip galvanized components that have been damaged by mechanical impact or welding.
See also SABS ISO 2063.
3.4 SHERARDIZING
Steel components, cleaned through pickling, are packed together in a drum with zinc powder and sand. The drum is rotated and heated to just below the melting temperature of the zinc. During a period at this temperature, and with continued rotation, iron and zinc react with each other to form an iron/zinc alloy on the steel surfaces.
Sherardizing gives relatively thin coatings (15-40 m) with dark grey surfaces. The coatings have good adhesion properties and a very uniform thickness, even on objects of complex shape. The method has about the same range of application as for electroplating.
There are no international standards for coatings applied by sherardizing, but it is widely used in the UK and elsewhere; reference can be made to British Standard BS 4921.
The method is not at present used in South Africa.
3.5 MECHANICAL PLATING
Degreased objects are placed in a drum, together with glass balls. They are first tumbled in an acidic cleaning agent and then in a copper-plating agent. The objects are then tumbled with zinc powder and certain activating chemicals.
Zinc is usually deposited in layers with thicknesses between 12 and 15 m, although thicker layers of about 75 m are said to be obtainable. When coatings thicker than 30 m are applied, low temperature heat treatment is necessary after plating, to avoid flaking. The coatings are very uniform, even on objects of complex geometry. The surface is matt. The iron/zinc alloys produced by the hot dip galvanizing process are absent in mechanically plated zinc coatings and unlike hot dip galvanizing, the coating on edges and corners is thinner than that on flat surfaces. This is due to impact during the tumbling process and for this reason, products with a mass of more than 0,25kg are not recommended for coating by this method. When thicker coatings are applied, > 20 m, oversizing of internal threads or undercutting of external threads, is necessary. Since there is little risk of hydrogen embrittlement even hardened steels can be treated in this way.
ASTM-B695 may be applied.
3.6 COATING WITH ZINC-RICH PAINT/EPOXY
As with zinc metal spraying, steel components should be cleaned by means of careful abrasive blasting - at least to Sa 2, according to ISO 8501-1. Scraping or wire-brushing alone does not give satisfactory results when coating an entire component. However, when reconditioning a coating on site, proper abrasive paper cleaning or wire brushing can be quite successful.
Zinc-rich paint consists of fine grained zinc powder in an organic or inorganic bonding agent. Both one and two-component paints are available. The zinc content in the dry paint film should be ideally 92% by mass, which corresponds to 62% by volume. This is necessary to enable the individual zinc particles to make good electrical contact with each other and with the steel surface. The paint is applied by brush or spray gun, depending on paint formulation.
|
Figure 9. Section through zinc metal sprayed canting. |
Figure 10. Section through zinc rich paint layer. |
Painting with zinc-rich paint is some times called "cold galvanizing". Obviously this is an attempt to give the impression that the zinc-rich paints give zinc coatings of a similar quality to those obtained by hot dip galvanizing. However, this is not so, compare figure 10 to figure 23.
The designation "cold galvanizing" has been legally tested in Germany. Zivilsenats des Bundesgerichthof, said in a verdict of 12th March 1969 that "cold galvanizing" was an illegal product description.
Coating with zinc-rich paint is a painting procedure and not a method of metal coating.
The properties of zinc coatings applied by these various methods are given in figure 11.
Refer to Chapter 15 - "Reconditioning Damaged or Site Modified Hot Dip Galvanized Coatings".
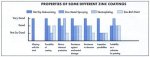
Figure 11. Comparison between the properties of different zinc coatings.
![]()