Steel Protection
By Hot Dip Galvanizing & Duplex Systems
Information courtesy of: HOT DIP GALVANIZERS ASSOCIATION SOUTHERN AFRICA
Hot Dip Galvanizing of Wire
Hot dip galvanized fencing wire is produced from mild, high tensile or very high tensile steel wire, on a continuous coating line which includes annealing, acid cleaning, fluxing, galvanizing, wiping to remove excess zinc and recoiling of the finished wire.
6.1 THE PROCESS
The process is similar in arrangement to the continuous hot dip galvanizing process for the coating of coil.
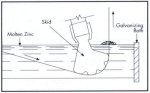
Zinc coatings on wire are made by passing wire beneath a skid immersed in a zinc bath (figure 22). The skid has multiple contact areas which enable molten zinc and the alloy layers to act as lubricants to ease the passage of the wire. The configuration also restricts iron/zinc alloy development.
Between 20 and 40 individual strands pass through the plant in parallel.
An even coating is obtained by wiping the wire after galvanizing and this helps to control the coating thickness. The wires are generally drawn through a bed of charcoal, gas, gravel or nitrogen and for thinner coatings, asbestos or synthetic fibre is used.
The interval taken for the wire to pass through the molten zinc is extremely short, thereby limiting the iron/zinc alloy growth. This is essential so that the galvanized wire can readily be bent to make chain-link fencing or even products such as barbed wire. In other aspects, the galvanized coating on wire has properties similar to those of batch hot dip galvanized products.
Once the wire exits the wiping stage, unless specifically excluded on the order, it is passed through a passivation stage. This is usually sodium dichromate, which is necessary to prevent the incidence of wet storage stain on the galvanized wire.
The coating thickness is related to the thickness of steel being processed. The thicker the coating the longer it will last in a given environment.
Two specifications cover wire galvanizing in South Africa. They are SABS 675 and SABS 935. the former specification was amended in 1993 to include only one class of coating. The latter specification includes three classes of which only the class 1 is equivalent in coating thickness to SABS 675. (Table 12).
Fencing material failures are not always due to the failure of the zinc coating and frequently occur when wire of unsuitable tensile strength is selected (table 15). Damage to the coating may also arise during erection and result in localised corrosion and rust staining if unsuitable tools are used.
Wire complying with these standards will in time exhibit changes in mechanical properties if it is compared with newly zinc-coated wire. The changes due to strain aging or strain-age hardening could result in an increase in tensile strength and a decrease in elongation.
Adhesion of Zinc Coating
Test the adhesion of the zinc coating by wrapping a suitable length of wire at least six close turns round a cylindrical mandrel. Choose the ratio of mandrel diameter to wire diameter in accordance with table 13.
When tested in accordance with the above, the coating shall remain firmly adhered to the underlying steel wire and shall not crack or flake to such an extent that any flakes of coating can be removed by rubbing with the bare fingers. Loosening or detachment of superficial, small particles of zinc during the test, formed by mechanical polishing of the surface of the zinc-coated wire, shall not be considered cause for rejection. Small particles of zinc, formed as globules on the surface during zinc coating, may loosen or become detached during the test. These shall not be considered cause for rejection either, provided that no bare spots (exposed steel) are present.
Diameter of Zinc-Coated Wire
Except in the case of oval wire the cross-section of the wire shall be circular. The nominal diameter(s) of the zinc-coated wire shall be in the range given in column 1 of table 14, as required. The actual (measured) value(s) of the diameter(s) shall equal the nominal value(s), subject to the appropriate tolerance given in column 2.
Figure 22. Section through the plant showing the mounting and positioning of the skid.
6.2 PRACTICAL ASPECTS
Types of Wire
Approximately 50% of the material cost of a fence is in the wire component. Consequently, it is important to select the correct type of wire for a given application, at the most economical cost.
There are two basic types of wire available in South Africa, namely:
Soft or plain wire
High strain steel wire
These wires differ in that they have different chemical composition and different physical properties and performance in a fence.
Breaking Load
The breaking load is the maximum load that a wire can sustain before breaking. Breaking load is expressed in kilonewtons: one kilonewton is equal to a force of 101.793kg.
Elasticity
A fence wire behaves elastically up to a certain load. It can stretch when a load is applied, then return to it's original length when the load is relaxed.
Elastic Limit
After a certain load has been applied to the wire, the wire will reach a point where it will not return to it's original length. (i.e. it has been stretched)
This load limit is referred to as the yield point or elastic limit. The yield point of any wire can be regarded as approximately 75% of the breaking load.
The amount of elongation produced by the same load will depend on the diameter of the wire. As such, a thinner wire will elongate more than a thicker one and is said to have a higher elasticity. This also means that a thinner wire will lose less tension than a thicker one.
Length of Strain
The length of strain has a direct effect on the amount of tension that will be retained in a wire once it is strained. The longer the strain the less tension will be lost. As a guide for fences strained to a similar tension under similar conditions, if one is twice as long as the other, the loss of tension will be halved. Similarly for a fence half the length, the loss of tension will be doubled.
Effect of Temperature on Fence Wire
Wire is affected by temperature variations. As the temperature drops, wire will contract, increasing the tension in the wire, and as temperature rises, the wire will expand, decreasing the tension. The change in length is similar for all types and thickness of wire, however, the resultant change in tension depends on the wires elongation and will therefore differ with wires of different diameters.
It is the increase in tension, due to cold weather, that causes major problems in a fence.
During cold temperatures the fence will contract and this will increase tension in the wire and also on the straining posts. This could result in strainer post movement and when temperatures increase the wires will slacken further.
If these factors are taken into account, then allowance can be made for temperature variations if necessary. As the thinner wires have a higher elongation rate, they will not be effected to the same degree as a thicker wire.
For each 5 degrees C above or below 15 degrees C, subtract or add the following tensions when straining a fence.
4,00mm - 200 Newtons
3,15mm - 100 Newtons
2,50mm - 50 NewtonsProtective Coatings
All fencing wires are hot dip galvanized. Zinc withstands corrosion better than steel, and in fact corrodes in preference to the steel under natural conditions. This process is known as sacrificial corrosion.
In this process, the zinc corrodes completely before steel corrosion commences; thus the life of the wire can be divided into two separate components, the life of the zinc coating and that of steel.
Corrosion rates vary considerably.
Coastal areas can be much more corrosive than inland areas, in turn the atmosphere in industrial areas can be more aggressive than coastal areas.
The service life of the zinc coating is directly proportional to the thickness of the coating, irrespective of the thickness of the wire. Refer to Chapter 12.
Most wire galvanizers supply two types of galvanized coatings to prevent corrosion:
Lightly Galvanized
Heavy Galvanized
The heavy galvanized wire has more than three times the weight of zinc compared with lightly galvanized products. Therefore, heavy galvanized products will have a much longer life than lightly galvanized products. Heavy galvanized coatings are frequently specified for high strain steel wire, as the wire is finer and there is a smaller mass of steel.
Heavy galvanized coatings should always be specified for areas where corrosion is known to be a problem in abnormally corrosive situations such as marine conditions or in areas where ground salts are prevalent, such as gabions, etc., even heavy galvanized wire may have a relatively short life.
Expected life Span
The expected life span of galvanized wire is affected by many factors. Extensive atmospheric testing in various parts of South Africa, by the CSIR revealed the following loss of zinc thickness per annum. See figure 75 on page 36.
These average figures may vary from area to area, depending on varying atmospheric conditions.
Fire Damage to Wire
When comparing the performance of different wires in the field, it is important that circumstances are similar in every respect.
International studies carried out in these conditions indicate that:
Temperature, tension and wire diameters are the main factors involved.
Fire temperatures less than 400 degrees C do not affect the performance of any wire.
Failure in thicker soft wire could be expected to be fewer, because tensions will probably be lower.
Tension of any wire should not exceed 1 .3kN (132kg) in high fire risk areas.
High strain steel wire, being finer, requires less heat to raise its temperature to critical levels.
| 1 | 2 | 3 |
|
Nominal diameter of zinc coated wire mm |
Minimum mass per unit area of zinc coating g/m2 |
Approximate equivalent average thickness m |
| 1,20 - 1,50 1,51 - 1,80 1,81 - 2,20 2,21 - 2,50 2,51 - 3,50 3,51 - 5,00 |
215 230 245 260 275 290 |
30 32 34 36 38 40 |
Table 12 - Mass per unit area of the zinc coating far SABS 675 and SABS 935 class 1. (Heavy galvanized wire)
| Dimensions in millimetres | ||
| 1 | 2 | 3 |
| Wire diameter d |
Mandrel diameter |
|
| Over | Up to and including |
|
| - 3,8 |
3,8 5,0 |
4d 5d |
Table 13 - Mandrel diameter
| Dimensions in millimetres | |
| 1 | 2 |
| Diameter Range | Tolerance |
|
up 1,80 1,81 - 3,00 3,01 - 5,00 |
0,05 0,08 0,10 |
Table 14 - Tolerance on diameter
| 1 | 2 |
| Grade at Steel | Tensile Strength MPa |
|
Mild (M) High Tensile (HT) Very High Tensile (VHT) |
350 - 575 1050 min. 1400 min. |
Table 15 - Tensile strength of galvanized wire.
To reduce the risk of fire damage to fences, keep vegetation off the fence and grade or clear tracks along each side of the fence. This also makes fences more accessible for maintenance and checking.
![]()