|
Figure 43. |
Figure 44. |
Steel Protection
By Hot Dip Galvanizing & Duplex Systems
Information courtesy of: HOT DIP GALVANIZERS ASSOCIATION SOUTHERN AFRICA
Design for Hot Dip Galvanizing
(For convenience purposes the content of this chapter is also available on a wall chart)9.1 INTRODUCTION
When designing a structure which is to be hot dip galvanized, it must be borne in mind that articles are immersed into and withdrawn from a bath of molten zinc heated to a temperature of 450C. Design and fabrication is required to conform to acceptable standards which apply, regardless of whether a galvanized or a painted coating is to be applied. In the case of hot dip galvanizing, some additional requirements which aid access and drainage of molten zinc, will improve the quality of the coating and also reduce costs.
With certain fabrications, holes which are present for other purposes may fulfill the requirements of venting of air and draining of zinc; in other cases it may be necessary to provide extra holes for this purpose.
For complete protection, molten zinc must be able to flow freely to all parts of the surfaces of a fabrication. With hollow sections or where there are internal compartments, the galvanizing of the internal surfaces eliminates any danger of hidden corrosion occurring in service.
In addition to using the correct specifications in terms of coating requirements, the steel chemistry should be of a quality suitable for galvanizing (Chapter 7).
Some general principles for guidance are:
Holes both for venting and draining should be as large as possible. The absolute minimum hole sizes are given in table 17.
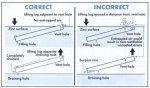
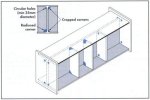
Holes for venting and draining should be diagonally opposite one another at the high point and low point of the fabrication as it is suspended for galvanizing (figure 43).
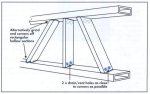
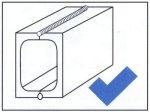
With hollow sections sealed at the ends, holes should be provided, again diagonally opposite one another, as near as possible to the ends of the hollow member (figure 44). In some cases it may be more economical to provide "V or U' shaped notches (figure 45) in the ends of the tubes, or to grind corners off rectangular hollow sections. These procedures will provide ideal means for venting and draining.
|
Figure 43. |
Figure 44. |
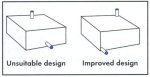
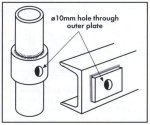
Where holes are provided in end plates or capping pieces, they should be placed diagonally opposite to one another, off centre and as near as possible to the wall of the member to which the end plate is connected (figure 46).
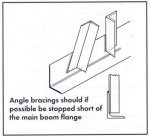
Internal and external stiffeners, baffles, diaphragms, gussets etc., should have the corners cropped and angle bracings should if possible be stopped short of the main boom flange to aid the flow of molten zinc and to prevent air entrapment (figures 49, 50, 51 and 52).
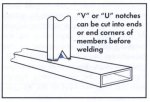
Figure 45.
Bolted joints are best made after hot dip galvanizing.
Size
Facilities exist to hot dip galvanize articles of virtually any size and shape.
| GUIDELINES FOR MINIMUM VENT AND HOLE SIZES - REQUIRED BY SECTION LENGTH | |||||||||||
| Tube Dia |
≤50 | 60 - 76 | 89 | 102 - 114 | 127 - 152 | 165 | 219 | 245 | 273 | 324 | 355 |
| RHS Sizes (mm) |
50 x 30 | 80 x 40 | 80 x 80 | 90 x 90 | 160 x 80 | 200 x 100 | 180 x 180 | 200 x 200 | 300 x 200 | 400 x 200 | 300 x 300 |
| 60 x 40 | 70 x 70 | 120 x 60 | 120 x 80 | 120 x 120 | 150 x 150 | 250 x 150 | 220 x 220 | 250 x 250 | 450 x 250 | ||
| 50 x 50 | 100 x 50 | 100 x 100 | 150 x 100 | 340 x 200 | |||||||
| 60 x 60 | 76 x 76 | 140 x 140 | |||||||||
| Length (m) |
Hole size (mm) | ||||||||||
| 1 | 10 (12) | 10 (12) | 10 (12) | 12 (2x10) | 16 (2x12) | 20 (2x16) | 25 (2x20) | 30 (2x25) | 30 (2x25) | 40 (2x30) | 40 (2x30) |
| 2 | 10 (12) | 10 (12) | 12 (2x10) | 12 (2x10) | 16 (2x12) | 20 (2x16) | 25 (2x20) | 30 (2x25) | 30 (2x25) | 40 (2x30) | 50 (2x40) |
| 3 | 10 (12) | 12 (2x10) | 12 (2x10) | 12 (2x10) | 16 (2x12) | 20 (2x16) | 25 (2x20) | 30 (2x25) | 40 (2x30) | 50 (2x40) | 50 (2x40) |
| 4 | 12 (2x10) | 12 (2x10) | 16 (2x12) | 16 (2x12) | 16 (2x12) | 25 (2x20) | 25 (2x20) | 30 (2x25) | 40 (2x30) | 50 (2x40) | 2x50 (3x40) |
| 5 | 12 (2x10) | 16 (2x12) | 16 (2x12) | 16 (2x12) | 25 (2x20) | 25 (2x20) | 30 (2x25) | 30 (2x25) | 50 (2x40) | 50 (2x40) | 2x50 (3x40) |
| 6 | 12 (2x10) | 16 (2x12) | 20 (2x16) | 20 (2x16) | 25 (2x20) | 25 (2x20) | 50 (2x30) | 50 (2x40) | 50 (2x40) | 2x50 (3x40) | 2x50 (3x40) |
| 7 | 16 (2x12) | 16 (2x12) | 20 (2x16) | 20 (2x16) | 25 (2x20) | 25 (2x20) | 50 (2x30) | 50 (2x40) | 50 (2x40) | 2x50 (3x40) | 2x50 (3x40) |
| 8 | 16 (2x12) | 16 (2x12) | 20 (2x16) | 25 (2x20) | 25 (2x20) | 2x25 (3x20) | 50 (2x30) | 50 (2x40) | 2x50 (3x40) | 2x50 (3x40) | 2x50 (3x40) |
| 9 | 16 (2x12) | 16 (2x12) | 25 (2x20) | 25 (2x20) | 2x25 (3x20) | 2x25 (3x20) | 50 (2x30) | 2x50 (3x40) | 2x50 (3x40) | 2x50 (3x40) | 2x50 (3x40) |
| 10+ | 20 (2x16) | 25 (2x16) | 25 (2x20) | 25 (2x20) | 2x25 (3x20) | 2x25 (3x20) | 50 (2x30) | 2x50 (3x40) | 2x50 (3x40) | 2x50 (3x40) | 2x50 (3x40) |
| Note: The hole sizes specified above may be substituted with a larger number of
smaller holes. (minimum 10mm for vent and 12mm for fill/drain hole) |
|||||||||||
Table 17
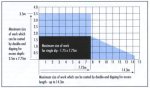
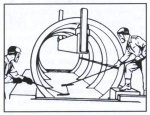
Table 18. Schematic indication of double-end dipping capacity ala galvanizing bath 8 metres long x 2 metres deep.
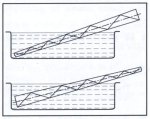
(See list of members with bath sizes -refer to the current copy of Hot Dip Galvanizing Today - the Association Journal. When an article is too big for single immersion in the largest bath available it may be possible to galvanize it by double-end dipping (figure 47 and table 18), depending on the handling facilities and layout of the galvanizing plant (check with the galvanizer). Note: The cost of double end dipping can be appreciably higher than the standard cost of hot dip galvanizing. Large cylindrical objects can often be galvanized by progressive dipping (figure 48).

Figure 46.
Modular Design
Large structures are also hot dip galvanized by designing in modules for later assembly by bolting or welding. Modular design techniques often produce economics in manufacture and assembly through simplified handling and transport.
Steel Grade
It is possible to hot dip galvanize all structural steels and the ultimate coating thickness achieved is determined by steel analysis, immersion time and to a lesser degree, zinc temperature. It is for this reason that hot dip galvanizing specifications provide for minimum coating thickness and no maximum limit is set (see NOTE 1 in Chapter 10). Reactive levels of silicon in steel and excessively high phos phorus combined with relatively low silicon levels can result in thicker coatings. Thicker coatings provide extended corrosion protection but can occasionally be prone to brittleness. The resultant coating could be aesthetically less pleasing sometimes displaying dull grey to black surface patches. (Chapter 7).
Fabrication Bending
Steels that are susceptible to embrittlement and fatigue failure should be bent over a smooth mandrel with a minimum radius 2 to 3 times material thickness. Where possible hot work at red heat. Cold bending is unlikely to affect steels less than 3mm thick. Before bending, edges should be radiused over the full arc of the bend.
|
Figure 47. |
Figure 48. Progressive dipping. |
|
Figure 49. |
|
Bending and Forming After Hot Dip Galvanizing
Components which have been hot dip galvanized should not be bent or formed by applying heat above the melting temperature of zinc as this can cause embrittlement due to intergranular liquid zinc penetration between steel crystal boundaries.
Burrs
Unlike a paint coating, burrs will be overcoated by hot dip galvanizing but the removal of a burr after galvanizing may result in the presence of a small uncoated surface and for this reason. burrs must be removed prior to galvanizing.
Edges
Because a hot dip galvanized coating is formed by metallurgical reaction between molten zinc and steel, the coating thickness on edges and corners is equal to, or thicker than that on fiat surfaces. Thus the rounding of sharp edges, as required for paint coatings, is not necessary. If subsequent painting is required, sharp edges should be rounded during fabrication to a radius of 3mm or 50% of steel thickness.
Edge Distances. In accordance with SABS 0162 minimum edge distances from the centre of any bolt to the edge of a plate or the flange of a rolled section should be used.
Punching. The limitations specified in SABS 1200H on the full-size punching of holes in structural members must be observed.
Material of any thickness may be punched at least 3mm undersize and then reamed, or be drilled. Good shop practice in relation to ratios of punched hole diameter to plate thickness, and punch/die diametral clearance to plate thickness should be observed.
For static loading, holes may be punched full size in material up to 4500/Fy mm thick where Fy is material yield stress up to 360MPa.
Shearing and flame Cutting
Edges of steel sections greater than 16mm thick subject to tensile loads should be machined or machine flame cut. Edges of sections up to 16mm thick may be cut by shearing,
Sheared edges to be bent during fabrication should have stress raising features such as burrs and flame gouges removed to a depth of at least 1.5mm.
Temperatures associated with flame cutting alter the surface properties of steel and if such surfaces are not thoroughly ground, a thinner galvanized coating will be formed (usually below the minimum specified).
Welding and Weld Slag
Welds should be continuous and free from excessive pin-holing and porosity. Weld slag, normally associated with stick welding, is not readily removed by acid cleaning and such slag must be removed by abrasive blast cleaning, chipping, grinding, flame cleaning or a pneumatic needle gun, prior to hot dip galvanizing. Shielded arc welding is preferred since this method does not result in the presence of tightly adhering slag (figure 53 and Chapter 14).
|
Figure 50. |
Figure 51. |
|
Figure 52. |
|
In case of double-sided fillet welds, the weld must be continued around the ends to prevent the unnecessary penetration of acid into any conceivable crevice (figure 61).
|
Figure 53. |
Figure 54. |
Weld Spatter
Weld spatter does not reduce the protective properties of a hot dip galvanized coating to the same extent as a paint coating, but it is recommended practice to remove spatter prior to hot dip galvanizing.
9.2 VENTING, FILLING AND DRAINAGE
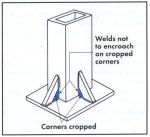
External stiffeners, welded gussets and webs on columns and beams and gussets in channel sections should have their corners cropped. The gaps created should be as large as possible without compromising structural strength. If welding is required around the edge created, a radiused corner is desirable to facilitate continuity of the weld around the cut end to the other side. Circular holes are less effective: if used, they should be as close to corners and edges as practicable. Where more convenient, the cropped corners or holes may be in the main beam. Consultation with the galvanizer. regarding the appropriate vent and drainage hole sizes is recommended (figure 49 and fable 17).
Welded Pipe Sections
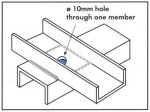
Closed sections must never be incorporated in a fabrication. Sections should be interconnected using open mitred joints as illustrated in figure 54, or interconnecting holes should be drilled before fabrication as in figure 55.
Alternatively external holes may be positioned as in figure 56, a method which is often preferred by the galvanizer, since quick visual inspection shows that the work is safe to hot dip galvanize.
Pipe ends can be left open, or provided with removable plugs. (See unwanted vent holes).
Unwanted Vent Holes
These may be closed by hammering in lead or aluminium plugs after galvanizing and filing off flush with surrounding surfaces.
|
Figure 55. |
Figure 56. |
|
Figure 57. |
|
Small Tubular Fabrications
Small tubular fabrications must be vented, preferably with holes not less than 10mm diameter (table 17).
Tubular Fabrications / Hollow Structurals
Drain/vent hole sizes should be preferably 25% of internal diameter or diagonal dimension for sections yielding a maximum cross sectional area of 180cm2. This percentage can be dependent on the shape of the fabrication, therefore consultation with the galvanizer at the design stage is recommended.
Tubular Fabrication After Hot Dip Galvanizing
The requirement for bending tubes after hot dip galvanizing, i.e. for the fabrication of gates etc. must be carried out according to the method set out in the Bend Test (galvanized tube). See 11.5 Adhesion of the Coating page 35.
Tanks and Closed Vessels
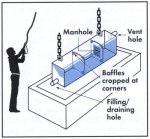
When both internal and external surfaces are to be hot dip galvanized at least one filling and draining hole must be provided, with a vent hole diagonally opposite to allow the exit of air during immersion (figure 57). For each 0,5 cubic metres of volume, provide at least one fill/drain hole of minimum size 60mm and vent hole of minimum size 40mm or both at 60mm (figure 58).
|
Figure 58. |
Figure 59. |
|
Figure 60. |
|
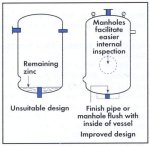
Internal baffles should be cropped as illustrated (figure 51 and 58). Manholes or pipes should finish flush inside to prevent trapping excess zinc (figure 59).
Lifting lugs should be provided opposite the biggest and most accessible filling / draining hole and adjacent to the vent hole on the opposite end (figure 43). The lugs must be designed to accommodate the excess mass of molten zinc within the cylinder / pipe on withdrawal.
Large vessels require an appropriate size manhole in the baffle.
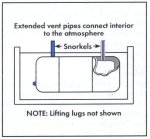
When vessels and heat exchangers etc., are not to be galvanized inside, snorkel' tubes or extended vent pipes must be fitted after discussion with the galvanizer, to allow air to exit above the level of molten zinc in the galvanizing bath (figure 60).
9.3 MASKING, WELDING, HANDLING, MINIMIZING DISTORTION, CLEARANCE FOR MOVING PARTS AND IDENTIFICATION
Masking
Masking materials have been developed. which if applied prior to hot dip galvanizing, will prevent the formation of the galvanized coating on surfaces where it is not desired.
Combinations of Ferrous Surfaces
Fabrications containing a combination of castings and steels, or rusted and mill scaled surfaces must be abrasive blast cleaned before hot dip galvanizing.
Provision for Handling
Work not suitable for handling with chains, baskets, hooks or jigs must be provided with suspension holes or lifting lugs (figure 43). If in doubt check with the galvanizer.
Materials Suitable for Hot Dip Galvanizing
All ferrous materials are suitable, including sound stress-free castings.
Brazed assemblies may be hot dip galvanized but check first with galvanizer. Assemblies soft soldered or aluminium rivetted cannot be hot dip galvanized.
Distortion
Distortion can be minimised by:
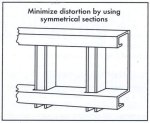
Use of symmetrical designs (figure 62).
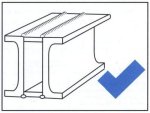
Use of sections of a similar thickness (figure 63).
Use of stiffened unsupported steel sections, particularly when steel is less than 3 - 4mm thick (figure 64).
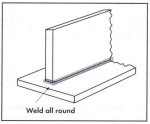
Figure 61.
Use of preformed members with the correct minimum bend radius to minimise stress.
Use of balanced or staggered welding techniques to minimise stresses.
Large open fabrications, thin walled trough sections and tanks may require temporary cross stays to prevent distortion during hot dip galvanizing.
Maximising fill, drain and vent hole sizes and optimizing their relative positions.
Complete and rapid immersion of the item in the galvanizing bath i.e. no double end dipping.
Air cooling after hot dip galvanizing in preference to water quenching.
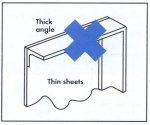
Use of symmetrical sections minimises distortion during hot dip galvanizing. Avoid combinations of thick and thin materials. Bolt together after individually hot dip galvanizing.
|
Figure 62. |
Figure 63. |
Overlapping Surfaces
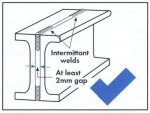
A minimum gap of at least 2mm between plates, overlapping surfaces and back-to-back angles and channels, must be provided (figures 65, 66 and 67).
When small overlaps are unavoidable. seal edges by welding.
In circumstances where seal welding is not practical, a degree of temporary surface staining at crevices may be apparent after hot dip galvanizing and quenching. This is often incorrectly described as acid staining. Clean with a bristle brush and mild detergent if necessary. If necessary crevices of this nature can be sealed after hot dip galvanizing with an appropriate sealant.
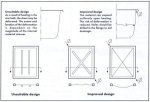
Figure 64.
Larger Overlapping Surfaces
If contacting surfaces cannot be avoided, as a guide, one diameter 10mm hole is to be provided in one of the members for every 100cm2 of overlap area and the perimeter of the contacting area should be continuously welded. This requirement is of particular importance when using thin steels. Vent hole sizes for thicker steels >10mm thick and overlap areas > 300cm2 can be discussed with the particular galvanizer prior to fabrication (figures 68 and 69). A vent hole in one member will ensure the safety of galvanizing personnel and prevent damage to the article. Alternatively provide for at least 2mm gap between members.
|
Figure 65. |
Figure 66. |
|
Figure 67. |
Figure 68. |
Strengthening Gussets and Webs
Welded strengthening gussets and webs on columns and beams, and strengthening gussets in members fabricated from channel or I-beam sections should have corners cropped or holed (figures 49 & 52).
to prevent the entrapment of air in pockets and corners allowing complete access of pickle acids and molten zinc to the entire surface of the work, and
to facilitate drainage during withdrawal from degreaser, acid solutions, rinsewater, flux and molten zinc.
|
Figure 69. |
Figure 70. |
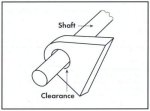
Clearance for Moving Pans
Drop handles, hinges, shackles, shafts and spindles require a minimum radial clearance, to allow for the thickness of the hot dip galvanized coating (figure 70).
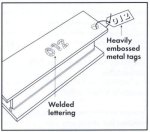
Identification Markings
For permanent identification use heavily embossed, punched or welded lettering (figure 71). For temporary identification use heavily embossed metal tags wired to the work, water soluble paint or the correct marking pen.
Do not use enamel/oil paints, adhesive labels or any other coating that cannot be readily removed by degreasing or pickling (figure 72). If present, these coatings require to be removed by paint stripper or abrasive blasting prior to pickling and hot dip galvanizing.
Hot Dip Galvanized Fasteners
Hot dip galvanized fasteners are recommended for use with hot dip galvanized or painted structures, but if ISO 1461 is not specified, there is every likelihood that thinner zinc or cadmium electro plated coatings will be supplied. (Chapter 13).
9.4 PACKAGING AND TRANSPORTING OF HOT DIP GALVANIZED GOODS
Even though the hot dip galvanized coating is capable of withstanding fairly rough treatment it should be handled with care during storage and transportation. In the case of long goods, simple packaging and binding into bundles not only protects against mechanical damage but it often facilitates transportation itself. However, packaging and binding should be done in such a way as to avoid the risk of wet storage stain. Spacers should be used to prevent such attacks.
|
Figure 71. |
Figure 72. |
![]()