Steel Protection
By Hot Dip Galvanizing & Duplex Systems
Information courtesy of: HOT DIP GALVANIZERS ASSOCIATION SOUTHERN AFRICA
Bolted Connections
Bolted connections are one of the most widely used, versatile and reliable methods for joining structural steel members. Some of the advantages of bolting over methods such as welding and riveting are
- Economy, speed and ease of erection;
- Reliability of service;
- Ease of inspection
- Fewer, and less highly skilled operators required;
- Reliable performance under fluctuating stresses;
- No pre-heating of high strength steels;
- No weld cracking or induced internal stresses;
- No lamellar tearing of plates;
- No heat damage to the coating on hot dip galvanized or painted structures.
13.1 TYPE OF STRUCTURAL BOLTS AND FASTENING DEVICES
Low carbon steel bolts, generally known as class 4.8, have been in use for many years. Continuing development has produced high strength structural bolts for use in high strength bearing type joints and high strength friction type joints, which are referred to as class 8.8 and 10.9. These newer strength bolting methods have greatly increased the scope of structural bolting.
In terms of the SABS 1282, strength of structural bolts is specified in terms of the tensile strength of the threaded fasteners. Two numbers separated by a full stop are stamped on the bolt head. The first number represents one hundredth of the nominal tensile strength and the second number represents one tenth of the ratio between nominal yield stress and nominal tensile strength expressed as a percentage. For example, a grade 4.8 bolt has:
Tensile strength of 4 x 100 = 400MPa;
Yield strength of 0,8 x 400 = 320MPa.
A large variety of fastening devices, other than bolts and nuts, are used throughout industry and these include components such as spring dips where permanent retention of clamping force is essential.
13.2 CORROSION PREVENTION
While the mechanical properties of fastener assemblies are structurally dependable and cost effective, the durability of such connections will be influenced by the degree of corrosion encountered in service. Deterioration brought about by rusting can lead to the seizure of fasteners and premature failure, in the form of corrosion fatigue. Adequate corrosion protection of fasteners is, therefore of paramount importance if the overall integrity of a structure is to be retained throughout its life (figures 90, 91 and 92).
Figure 90. An assortment of zinc coated bolts showing the importance of coating thickness in a particular environment.
In bolted steel structures the bolts and nuts are critical items on which the integrity of the entire structure depends. Protection from corrosion is provided by using corrosion resistant materials or by providing a protective coating, either before or after installation.
13.3 CORROSION RESISTANT METALS
The use of fasteners, manufactured from corrosion resistant metal alloys, frequently provides the most cost effective method of avoiding degradation by corrosion in very aggressive environments. Contact between dissimilar metals can result in galvanic corrosion, particularly where a large cathode is in electrolytic contact with a small anode. Austenitic stainless steel fasteners are used with success in many applications where there is contact with metals such as zinc and in mild to moderately corrosive environments, hot dip galvanized fasteners have proved successful for connecting components manufactured from Corten steel. The use of an organic coating over one or both metal coating interfaces of a joint prior to fastening, or the sealing of that joint after bolting, in an aggressive atmosphere will substantially increase the corrosion resistance of that joint.
Table 28 provides a guide to the compatibility of various metals and alloys in contact in building applications. For example, it will be observed from the table that a zinc coated fastener (anode) connected to 300 series stainless steel (cathode) is unacceptable in a corrosive environment whereas zinc coated steel connected with 300 series stainless steel is acceptable.

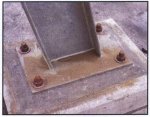
Figure 91 (left) and figure 92 (right). Corrosion protection of holding dawn bolts should be equal to that provided for main structures.
| CONTACT MATERIAL (FASTENER / WASHER) | ||||||||||||
| Aluminum and aluminum alloys |
Copper and copper alloys |
300 series stainless steels |
Zinc coated steel and zinc |
Aluminum / zinc coated steel |
Lead | |||||||
| Sheeting material |
Industrial & marine |
Rural | Industrial & marine |
Rural | Industrial & marine |
Rural | Industrial & marine |
Rural | Industrial & marine |
Rural | Industrial & marine |
Rural |
| Aluminum and aluminum alloys |
A | A | C | C | B | B | B | A | A | A | C | C |
| Copper and copper alloys |
C | C | A | A | B | B | C | C | C | C | B | B |
| 300 series stainless steels |
C | B | B | B | A | A | C | C | C | B | B | B |
| Zinc coated steel and zinc |
A | A | C | C | B | B | A | A | A | A | B | A |
| Aluminum / zinc coated steel |
A | A | C | C | B | B | B | A | A | A | C | C |
| Lead | C | C | A | A | A | A | B | A | C | C | A | A |
| LEGEND:
A = Acceptable. Increase in the
corrosion rate of the sheeting or contact material will be zero or
slight. |
||||||||||||
Table 28. Metals and alloys between which direct contact is acceptable.
13.4 PROTECTIVE COATINGS
A coating applied to fasteners must, of necessity, be tightly adhering and resistant to damage during and after assembly. For this reason, metal coatings applied, prior to assembly, are preferred. Additional protection, after assembly by means of a paint coating, is beneficial in aggressive environments, particularly when these metal coatings have been applied.
Coating metals used include zinc, cadmium and noble metals such as nickel and tin. In the case of the more reactive metals, such as zinc and cadmium, coating thickness is of paramount importance with corrosion life being more or less proportional to the coating thickness. Where metals, such as nickel and tin are used, thinner coatings will usually provide long term protection provided that these coatings are free from imperfections and not subjected to mechanical damage which, in corrosive conditions, will lead to accelerated corrosion of exposed underlying steel. The cost of providing protection by means of the more noble metals is high and this has restricted the general use of these coatings for the corrosion protection of fasteners in the structural steel industry.
Table 30 provides corrosion results for fasteners, coated with various metals, after 1000 hours in a salt spray cabinet. These statistics emphasize the importance of thickness in the case of zinc coatings.
13.5 HOT DIP GALVANIZING OF FASTENERS
Hot dip galvanizing of fasteners is a specialised process and the products should, therefore, be purchased via an SABS approved bolt manufacturer who will ensure that the correct manufacturing and galvanizing procedures, including oversize tolerances, etc., are adhered to.
Hot dip galvanized fasteners in various forms are available as ex stock items from bolt stockists countrywide, Contact the Association for further information.
Oversize Tapping Allowance for Hot Dip Galvanized Nuts
The zinc coating on external threads shall be free from lumps and shall not have been subjected to a cutting, rolling or finishing operation that could damage the zinc coating. The zinc coating of an external standard metric thread that has not been undercut shall be such as to enable the threaded part to fit an oversized tapped nut (figure 93) in accordance with the allowances given in table 29 below.
On bolts greater than M24, undercutting of bolt threads is frequently preferred to oversizing of nut threads. The allowance should be increased to 0,4mm.
Refer to Note 1 in Chapter 10.
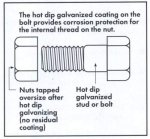
Figure 93.
| Nominal Size of Thread | Allowance (mm) |
| M8 - M12 | 0.33mm |
| M16 - M24 | 0.38mm |
Table 29. Oversize tapping allowance.
|
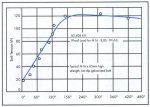
Figure 94. Demonstration at tensioning results obtained by the turn of the nut method. |
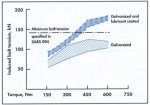
Figure 95. Torque/induced tension-relation tar M20 high strength structural bolts, only galvanized and galvanized and lubricant coated. |
Coating Initial Coating
Thickness mAfter 1000hrs
Thickness mCoating
Loss m* Oxyseal 20 10 10 HDG 60 50 10 Zinc Electroplated 23 10 13 * Oxyseal is specialised electroplated coating consisting of cadmium and other metals Table 30. Results of 1000 hours salt spray tests on coated Fasteners.
|
Length of bolt, mm |
||
| Nominal bolt diameter |
Nut rotation 1/2 turn with 60 tolerance over no tolerance under |
Nut rotation 3/4 turn with 60 tolerance over no tolerance under |
| M16 | up to 120mm | 120 up to 240mm |
| M20 | up to 120mm | 120 up to 240mm |
| M24 | up to 160mm | 160 up to 350mm |
| M30 | up to 160mm | 160 up to 350mm |
| M36 | up to 160mm | 160 up to 350mm |
Table 31. Nut Rotation from the snug-tight condition. Refer to SABS 094.
Influence of Galvanized Coatings on Thread Stripping Strength
In high strength bolting. correct tightening is essential, and the oversize tapping of galvanized nuts does not necessitate a reduction in the level of minimum tension which applies to uncoated fasteners. To meet this requirement, galvanized high strength nuts have a higher specified hardness than that demanded in the case of ungalvanized nuts.
Bolt Relaxation
The possible effect of bolt relaxation, caused by the relatively soft outer zinc layer of the galvanized coating on mating surfaces has been investigated. Tests carried out by the Hot Dip Galvanizers Association and the SABS have revealed no substantial relaxation and this confirms international studies which show that a maximum loss of bolt load of 6,5% for galvanized plates and bolts can arise, as opposed to 2,5% for uncoated bolts and members. This loss occurs within about five days and little further loss is recorded. This loss can be allowed for indesign and is readily accommodated.
Slip Factor Effecting Mating Surfaces In Friction Type Joints
In the case of galvanized friction grip joints the galvanized coating behaves initially as a lubricant and the co-efficient of friction is normally less than 0,2. After the first few cycles. under alternating stress, the galvanized surfaces tend to lock up and further slip, under alternating stress, is negligible (figure 96). If initial slip is undesirable, the application of a zinc silicate paint, to mating surfaces prior to assembly, will provide a slip factor in excess of 0,4 and, this enables hot dip galvanized assemblies to be designed for performance which is similar to that of uncoated steel.
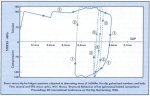
Figure 96.
Zinc metal spraying or alternatively light abrasive blasting of mating surfaces will also provide acceptable slip factors.
Lubrication of Threads
For high strength galvanized fasteners to be tensioned to the required level, thread lubrication, by means of molybdenum disulphide based lubricant or alternatively a wax such as beeswax, is essential (figure 95).
13.6 BOLT AND NUT ASSEMBLIES
Hot dip galvanized bolts and nuts should ideally be supplied in the nutted-up condition. This ensures that bolts and nuts have been matched and supplied by the same manufacturer while the possibility of bolts being supplied with clogged threads is avoided.
13.7 WASHERS
High strength washers are required to be through hardened prior to hot dip galvanizing.

Figure 97. Where accurate tensioning is critical, permanent indication at the extent at part turn tightening can be identified by match marking.
13.8 RE-USE OF HIGH STRENGTH FASTENERS
This is not recommended.
13.9 BOLT TENSIONING PROCEDURES
Extensive tests have been carried out in order to arrive at the most effective method of tensioning hot dip galvanized fasteners while ensuring that this can be performed in a reliable fashion by semi skilled personnel. The torque required to tension hot dip galvanized fasteners, even after lubrication, can vary substantially from one fastener to another and, while this fact also applies to uncoated fasteners, the scatter is greater in the case of galvanized fasteners. It is recommended that reliable tensioning of high strength hot dip galvanized fasteners should not be based on torque/tension values, particularly in the case of friction grip connections. This recommendation is in line with results obtained in countries elsewhere and, for this reason, torque control tensioning is not encouraged either for coated or uncoated high strength fasteners.
Recommended Method of Tensioning (Turn of the Nut Method)
If hot dip galvanized fasteners are to be used, it is recommended that the turn of the nut method of tensioning should be adopted. This method has proved to be reliable and slight variations in the degree of final nut turning do not significantly influence the ultimate bolt tension (figure 94). The procedure is simple and does not entail the use of specialised equipment. Nuts are tightened to a snug tight position and variations in tightness at this stage do not significantly influence the final result.
Snug tight is defined in many specifications as the full effort of a man on a standard podger spanner or the point at which there is a change in the note or speed of rotation when a pneumatic impact wrench begins impacting solidly. Podger spanners are graded in length, in relation to bolt size and strength and, for example, a spanner of some 450mm in length is regarded as appropriate for an M20 high strength structural bolt, it must be repeated that the clamping force supplied by snug tight is highly variable but this is not significant when bolts are subsequently fully tightened. The bolt tension/bolt elongation curve is relatively fiat once the proof load is exceeded and, hence, variations in the snug tight condition result in only small variations in the final bolt tension.
For final tightening the standards in table 31 are recommended. The table provides for rotation up to 60 in excess of the recommended nut rotation or a total of 240 in the case of M16 and M20 fasteners up to a length of 120mm, This level of tension is well within the capacity of high strength fasteners as laid down in SABS 1282 (SABS 1282 is to be replaced by specific parts of SABS 1700) where, for test purposes, fasteners of this length are required to be tensioned by nut rotation after snug tightening to a minimum of 300 without fracture or the stripping of threads.
Where accurate tensioning is critical such as in the case of friction grip connections, permanent indication of the extent of pert turn tightening can be identified by match marking the bolt end and nut, at the snug tightening stage, before final tightening (figure 97).
Part Torque - Part Turn Method
This procedure entails the use of a torque wrench to induce a snug tight condition to all bolts prior to applying full tension by turn of the nut procedures.
Alternative Methods of Tensioning Hot Dip Galvanized Fasteners
The use of iced indicator washers provides effective tensioning but this entails the use of specially manufactured washers with protrusions which are flattened as tension increases and a reduction of the gap by a specified amount, indicates that minimum bolt tension has been reached.
Hydraulic tensioning equipment, which stresses the bolt to the required extent prior to nut tightening, is also available. These alternative methods entail the use of specialised equipment and for this reason the use of the uncomplicated and reliable turn of the nut method is recommended.
13.10 THE EFFECT OF HOT DIP GALVANIZING ON STRENGTH PROPERTIES OF FASTENERS
The hot dip galvanizing process does not adversely effect the mechanical properties of high strength fastener steel or even material such as spring steel. Hardened steels < 1000MPa yield strength, are not considered to be prone to hydrogen embrittlement as a result of pickling, prior to galvanizing, and any absorbed hydrogen would be diffused during immersion in the molten zinc at 450C.
In the case of high strength grade 10,9 fasteners as well as products manufactured from spring steel, excessively thick galvanized coatings (>90m) should be avoided since excessive growth of the hard Fe/Zn alloy layers can result in fatigue failure due to crack propagation from these layers into the substrate where a potential stress raiser may be present. In any case, excessively thick coatings on threads is undesirable as this will interfere with thread tolerance. Refer to Note 1, Chapter 10.
|
INSTALLATION DO'S
|
|
INSTALLATION DON'TS
|
| Should any difficulty be experienced with the above, contact the Hot Dip Galvanizers Association Southern Africa. |
![]()