|
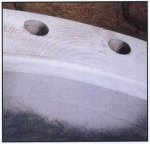
Figure 98. Zinc metal spray applied to a small uncoated area an a pipe section, adjacent to the flange. |
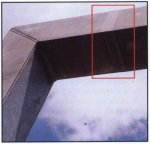
Figure 99. Site welded joint an hot dip galvanized highway sign gantry - repaired by "Zincfix". |
Steel Protection
By Hot Dip Galvanizing & Duplex Systems
Information courtesy of: HOT DIP GALVANIZERS ASSOCIATION SOUTHERN AFRICA
Reconditioning Damaged Or Site Modified Hot Dip Galvanized Coatings
15.1 COATING REPAIR PROCEDURE BY THE GALVANIZER
In terms of ISO 1461 a galvanizer may repair a coating by either zinc metal spraying or zinc rich epoxy or paint. The latter method must conform to certain requirements in the specification.
The total uncoated areas for renovation by the galvanizer shall not exceed 0,5% of the total area of the component.
For articles equal to an area of 2m2; 0,5% represents a maximum area of 100cm2 or 100mm x 100mm. For articles equal to an area of 10000mm2 0,5% represents a maximum area of 50mm2 or 7mm x 7mm, No individual repair area shall exceed 10cm or 10mm x 100mm.
If uncoated areas are greater than 0,5%, the article shall be regalvanized, unless otherwise agreed between the purchaser and the galvanizer.
Zinc Metal Sprayed Coatings
The preferred method of repair is by zinc metal spraying. Repair at the galvanizer will only be necessary if bare spots are present, usually caused by inadequate cleaning, air entrapment or if mechanical damage has occurred (figure 98).
Method
The damaged area is to be lightly blasted using preferably a pencil blasting nozzle or the surrounding coating should be masked in order to limit damage.
A zinc metal sprayed coating is then applied to the abrasively blasted surface to a thickness at least 3Om greater than the minimum specified zinc coating thickness, or equal to the surrounding coating thickness, whichever is the greater. The repaired area is then wire brushed (preferably stainless steel) to remove loosely adhering over sprayed zinc. Wire brushing provides the added benefit of sealing the pores that may be present in the sprayed coating.
Zinc Rich Epoxy or Zinc Rich Paint
Method
The detective area shall be blasted as above or abraded with abrasive paper (roughness 80 grit) or wire brushed thoroughly, All dust and debris must be completely removed. In the event of moisture being present, all surfaces are to be properly dried.
|
Figure 98. Zinc metal spray applied to a small uncoated area an a pipe section, adjacent to the flange. |
Figure 99. Site welded joint an hot dip galvanized highway sign gantry - repaired by "Zincfix". |
A zinc rich paint or epoxy containing not less than 90% of zinc in the dry film (60% by volume). should be applied to a thickness. 30m greater than the minimum specified for the galvanized coating or equal to that of the surrounding galvanized coating, whichever is greater. The paint coating should overlap the surrounding zinc by at least 25mm (figure 99).
The preferred product is a two or three component zinc rich epoxy.
15.2 SITE REPAIRS
The preferred method of repair is by zinc metal spraying. Due to the remoteness of most sites, however, and the unavailability of metal spraying equipment, repairs by zinc rich epoxy or zinc rich paint have to date generally been more popular.
Site repairs should be limited to small coating defects and areas that have been cut or welded on site.
Should excessive amounts of grease or oil be present at the affected area, it shall be removed by means of an approved solvent, As far as possible, all residues are to be thoroughly removed by washing with clean water.
The affected area shall then be abraded with abrasive paper (roughness 80 grit) or alternatively thoroughly cleaned using, preferably a stainless steel brush. All dust and debris shall be completely removed.
Repair can now be carried out using an approved product
Single pack zinc rich paints are good materials and can easily be applied. They, however, require several coats to achieve the required dry film thickness in terms of ISO 1461. Multiple coats will necessitate longer drying times between coats.
Site Repairs by "Zincfix"
Until recently, the approved products for repair were only available in large containers. Due to the large quantities involved and short pot life when mixed. the products proved to be expensive and wasteful.
A product is now available in a three component, solvent free form, packed for convenience in handy, easy to use squish packs. The repair product is called "Zincfix" and is approved by and available from the Hot Dip Galvanizers Association of Southern Africa and all of its members.
The product has been tested against a number of reputable products and has performed exceptionally well.
The packs are available in 100gm or 400gm sizes, The quantity will coat an area greater than 0,25m2 and 10m2 respectively, to a DFT (Dry film thickness) of 100 to 150m in a single application.
The contents are easily mixed in accurate proportions.
![]()