Information Source:

Installation and Maintenance Manual
Installation and Maintenance Manual
A well-programmed maintenance of electric motors can be summed up as periodical inspection of insulation levels, temperature rise, wear, bearing lubrication and the occasional checking of fan air flow.
Inspection cycles depend upon the type of motor and the conditions under which it operates.
1 - CLEANLINESS
Motors should be kept clean, free of dust, debris and oil. Soft brushes or clean cotton rags should be used. A jet of compressed air should be used to remove non-abrasive dust from the fan cover and any accumulated grime from the fan and cooling fins.
Oil or damp impregnated impurities can be removed with rags soaked in a suitable solvent.
Terminal boxes fitted to motors with IP.54 protection should be cleaned; their terminals should be free of oxidation, in perfect mechanical condition, and all unused space dust-free.
Motors with IP(W) 55 protection are recommended for use under unfavourable ambient conditions.
2 - LUBRICATION
The purpose of this maintenance is to extend bearing life.
MAINTENANCE INCLUDES:
a) Attention to the overall state of the bearings;
b) Cleaning and lubrication;
c) Criterious inspection of the bearings.
Motor noise should be measured at regular intervals of one to four months. A well-tuned ear is perfectly capable of distinguishing unusual noises, even with rudimentary tools such as a screw driver, etc., without recourse to sophisticated listening aids or stethoscopes that are available on the market.
A uniform hum is a sign that a bearing is running perfectly. Bearing temperature control is also part of routine maintenance. The temperature of bearings lubricated as recommended under item 4.2.2 should not exceed 60C.
Constant temperature control is possible with the aid of external thermometers or by embedded thermal elements.
WEG motors are normally equipped with grease lubricated ball or roller bearings.
Bearings should be lubricated to avoid the metallic contact of the moving parts, and also for protection against corrosion and wear.
Lubricant properties deteriorate in the course of time and mechanical operation and, furthermore, all lubricants are subject to contamination under working conditions.
For this reason lubricants must be renewed and any lubricant consumed needs replacing from time to time.
2.1 - PERIODICAL LUBRICATION
WEG motors are supplied with sufficient grease for a long running period. Lubrication intervals, the amount of grease and the type of bearing used in frames 63 to 355 and 400 to 630 are to be found in Tables 11, 12 and 13.
Lubrication intervals depend upon the size of the motor, speed, working conditions and the type of grease used.
2.2 - QUALITY AND QUANTITY OF GREASE
Correct lubrication is important, that means to say, the grease must be applied correctly and in sufficient quantity as both insufficient or excessive greasing are prejudicial.
Excessive greasing causes overheating brought about by the greater resistance encountered by the rotating parts and, in particular, by the compacting of the lubricant and its eventual loss of lubricating qualities.
This can cause seepage with the grease penetrating the motor and dripping on the coils, commutator rings or brushes.
A lithium based grease is commonly used for the lubrication of electric motor bearings as it is of good mechanical stability, insoluble in water and has a drip point of approximately 200C.
This grease should never be mixed with sodium or calcium based greases.
|
GREASES FOR MOTOR BEARINGS |
|||
FOR OPERATING TEMPERATURES FROM -20 TO 130C |
|||
Supplier |
Grease F |
Supplier |
Grease |
Esso Shell Petrobs |
Beacon 2 Alvania R2 Lubrax GM A2 |
Atlantic Ipiranga Texaco |
Litholine 2 Isaflex EP2 Multifak 2 |
| FOR USE IN FREEZING CHAMBERS | ||
Supplier |
Grease |
Temperature range |
Esso Molikote Molikote Molikote |
Unirex N2 Dow Corning 44 Dow Corning 33 TTF 52 |
-40 to 200C -40 to 200C -73 to 200C -52 to 100C |
2.3 - LUBRICATING INSTRUCTIONS
a) Frame 63 to 200 motors
Frame 63 to 200 size motors are not fitted with grease nipples.
Lubrication is carried out during periodical overhauls when the motor is taken apart.
Cleaning and Lubrication of Bearings
With the motor dismantled and without extracting the bearings from the shaft, all existing grease should be removed and the bearings cleansed with Diesel oil, kerosene or other solvent, until thoroughly clean.
Refill the spaces between the balls or rollers and the bearing cages with grease immediately after washing. Never rotate bearings in their dry state after washing.
For inspection purposes apply a few drops of machine oil.
During these operations maximum care and cleanliness is recommended to avoid the penetration of any impurities or dust that could harm the bearings. Clean all external parts prior to reassembly.
b) Frame 225 to 630L Motors
Motors above 225 S/M frame size are fitted with grease nipples for bearing lubrication.
The lubrication system from this frame size upwards was designed to allow the removal of all grease from the bearing races through a bleeder outlet which at the same time impedes the entry of dust or other contaminants harmful to the bearing.
This outlet also avoids injury to the bearings from the well-known problem of over-greasing.
It is advisable to lubricate whilst the motor is running, so as to allow the renewal of grease in the bearing case.
Should this procedure not be possible because of rotating parts in the proximity of the nipple (pulleys, coupling sleeves, etc.) that are hazardous to the operator, the following procedure should be followed:
- Inject about half the estimated amount of grease and run the motor at full speed for approximately a minute; switch off the motor and inject the remaining grease.
The injection of all the grease with the motor at rest could cause penetration of a portion of the lubricant through the internal seal of the bearing case and thence into the motor.

Fig. 4.1 - Bearings and lubrication system
Nipples must be clean prior to introduction of grease to avoid entry of any alien
bodies into the bearing.
For lubricating use only a manual grease gun.
BEARING LUBRICATION STEPS
-
Cleanse the area around the grease nipples with clean cotton fabric.
-
With the motor running, add grease with a manual grease gun until the lubricant commences to be expelled from the bleeder outlet, or until the quantity of grease recommended in Tables 12 or 13 has been applied.
-
Allow the motor to run long enough to eject all excess of grease.
2.4 - REPLACEMENT OF BEARINGS
The opening of a motor to replace a bearing should only be carried out by qualified personnel.
Damage to the core after the removal of the bearing cover is avoided by filling the gap between the rotor and the stator with stiff paper of a proper thickness.
Providing suitable tooling is employed, disassembly of a bearing is not difficult.
The extractor grips should be applied to the sidewall of the inner ring to be stripped, or to an adjacent part.
To ensure perfect functioning and no injury to the bearing parts, it is essential that the assembly be undertaken under conditions of complete cleanliness and by competent personnel.
New bearings should not be removed from their packages until the moment of assembly.
Prior to fitting a new bearing, ascertain that the shaft has no rough edges or signs of hammering.
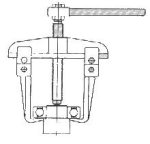
Fig. 4.2 - A Bearing Extractor
During assembly bearings cannot be subjected to direct blows. The aid used to press or strike the bearing should be applied to the inner ring.
3 - AIR GAP CHECKING (LARGE RATING OPEN MOTORS)
Upon the completion of any work on the bearings with the aid of appropriate gauges a further check of the gap measurement between the stator and the rotor is necessary. The gap variation at any two vertically opposite points must be less than 10% of the average gap measurement.
4 - SLIP RINGS
Rings should be accurately centered because at high speeds the mechanical vibrations cause contact faults, which in turn, cause sparking. Rings must also be kept clean and polished.
As a general rule, cleaning should be monthly for the removal of dust accumulated between the rings. Stained or slightly rough ring surfaces can be polished with fine sandpaper. Oval or rough surfaced rings will require machining and repolishing.
5 - BRUSH HOLDERS
Brush holders should be set radially to the slip ring and adjusted approximately 4mm away from the contact surface to avoid brush rupture or injury (Fig. 13).
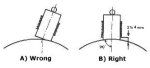
Fig. 13 - Gap between brush holder and ring contact surface.
6 - BRUSHES
There is a factory-specified brush type for each electric motor fitted with slip rings. This brush type should always be used. Never use assorted brush types on the same ring. Any contemplated change of brush type should be authorized by the manufacturer as different brushes cause performance alterations to the machine in service.
In particular, the exchange of graphite-metal or all-metal brushes for graphite brushes should never be effected without prior consultation with the manufacturer.
Brushes should be constantly checked during service. Any brush bearing signs of wear should be replaced without delay.
At the time of replacement, and whenever feasible, substitute a single brush for each ring; the second brush being replaced after a suitable running-in period.
Replacement brushes should be sanded to set perfectly in the ring surface curvature. On machines that always rotate in the same direction, the brushes should be set in a single direction only. During the backward movement of the shaft the brushes must be lifted (Fig. 14).
Brushes should bear a uniform pressure over the contact surface to ensure uniform current distribution and a low rate of wear.
It is important that the pressure of all fitted brushes be the same within a tolerance of approximately 5%. Any larger deviation causes unequal current distribution and all the ensuing inconveniences.
Brush pressure control is by dynamometer. "Tired" springs should be replaced. Brush wear frequently depends on their functioning within their optimum pressure range.
Each motor is fitted with an adequate number of brushes for optimum spring pressure.
Should the permanent output, required from the motor when operating, be markedly lower than the rated output, it may be advisable to reduce the number of brushes in order to diminishing wear.
However, the motor manufacturer should be consulted.
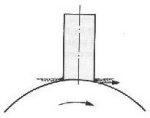
Fig. 14 - Brush Setting
7 - EXPLOSION PROOF MOTOR REPAIR STEPS
7.1 - OBJECTIVE
This outline aims to aid technical assistants (TA) as to the procedures and precautions required on repairing Explosion Proof Motors.
The procedures and precautions established herein should be strictly adhered to, seeing that this product is manufactured to high technical standards and under rigid controls in view of the heavy liability imposed by Norms as regards hazards in the event of motor burning.
7.2 - REPAIR PROCEDURE AND PRECAUTIONS
Dismantle the damaged machine with appropriate tooling without hammering and/or pitting machined surfaces such as enclosure joints, fastening holes and all joints in general. The position of the fan cover should be suitably marked prior to removal so as to facilitate reassembly later on.
Examine the motor's general condition and, if necessary, disassemble all parts and clean them with kerosene. Under no circumstances should scrapers, emery papers or tools be used that could affect the dimensions of any part during cleaning.
Protect all machined parts against oxidation by applying a coating of vaseline or oil immediately after cleaning.
STRIPPING OF WINDINGS - This step requires great care as regards the avoidance of knocking and/or denting of enclosure joints and, when removing the sealing compound from the terminal box, damage or cracking of the frame.
IMPREGNATION - Protect all frame threads by inserting corresponding bolts, and the joint between terminal box and frame, by coating it with a non-adhesive varnish (ISO 287 - ISOLASIL).
Protective varnish on machined parts should be removed soon after treating with impregnating varnish. This operation should be carried out manually without recourse to tools.
ASSEMBLY - Inspect all parts for defects, such as cracks, joint incrustations, damaged threads and other potential problems.
Assemble using a rubber headed mallet and a bronze bushing after ascertaining that all parts are perfect fitted. Bolts should be positioned with corresponding spring washers and evenly tightened.
TESTING - Rotate the shaft by hand whilst examining for any drag problems on covers or fastening rings. Carry out running tests as for standard motors.
MOUNTING THE TERMINAL BOX - Prior to fitting the terminal box all cable o4jtied on the frame should be sealed with a sealing compound (ist layer) and an Epoxy resin (ISO 340) mixed with ground quartz (2nd layer) in the following proportions: