A Comparison of Soft Start Mechanisms for Mining Belt Conveyors
Michael L. Nave, P.E.
CONSOL Inc.
1800 Washington Road Pittsburgh, PA 15241Belt Conveyors are an important method for transportation of bulk materials in the mining industry. The control of the application of the starting torque from the belt drive system to the belt fabric affects the performance, life cost, and reliability of the conveyor. This paper examines applications of each starting method within the coal mining industry.
INTRODUCTION
The force required to move a belt conveyor must be transmitted by the drive pulley via friction between the drive pulley and the belt fabric. In order to transmit power there must be a difference in the belt tension as it approaches and leaves the drive pulley. These conditions are true for steady state running, starting, and stopping. Traditionally, belt designs are based on static calculations of running forces. Since starting and stopping are not examined in detail, safety factors are applied to static loadings (Harrison, 1987). This paper will primarily address the starting or acceleration duty of the conveyor. The belt designer must control starting acceleration to prevent excessive tension in the belt fabric and forces in the belt drive system (Surtees, 1986). High acceleration forces can adversely affect the belt fabric, belt splices, drive pulleys, idler pulleys, shafts, bearings, speed reducers, and couplings. Uncontrolled acceleration forces can cause belt conveyor system performance problems with vertical curves, excessive belt take-up movement, loss of drive pulley friction, spillage of materials, and festooning of the belt fabric. The belt designer Is confronted with two problems, The belt drive system must produce a minimum torque powerful enough to start the conveyor, and controlled such that the acceleration forces are within safe limits. Smooth starting of the conveyor can be accomplished by the use of drive torque control equipment, either mechanical or electrical, or a combination of the two (CEM, 1979).
SOFT START MECHANISM EVALUATION CRITERION
What is the best belt conveyor drive system? The answer depends on many variables. The best system is one that provides acceptable control for starting, running, and stopping at a reasonable cost and with high reliability (Llewellyn and Sudarshan, 1978).
Belt Drive System
For the purposes of this paper we will assume that belt conveyors are almost always driven by electrical prime movers (Goodyear Tire and Rubber, 1982). The belt "drive system" shall consist of multiple components including the electrical prime mover, the electrical motor starter with control system, the motor coupling, the speed reducer, the low speed coupling, the belt drive pulley, and the pulley brake or hold back (Zur, 1986). It is important that the belt designer examine the applicability of each system component to the particular application. For the purpose of this paper, we will assume that all drive system components are located in the fresh air, non-permissible, areas of the mine, or in non-hazardous, National Electrical Code, Article 500 explosion-proof, areas of the surface of the mine.
Belt Drive Component Attributes
Size.
Certain drive components are available and practical in different size ranges. For this discussion, we will assume that belt drive systems range from fractional horsepower to multiples of thousands of horsepower. Small drive systems are often below 50 horsepower. Medium systems range from 50 to 1000 horsepower. Large systems can be considered above 1000 horsepower. Division of sizes into these groups is entirely arbitrary. Care must be taken to resist the temptation to over motor or under motor a belt flight to enhance standardization. An overmotored drive results in poor efficiency and the potential for high torques, while an undermotored drive could result in destructive overspeeding on regeneration, or overheating with shortened motor life (Lordi, et al., 1978).Torque Control.
Belt designers try to limit the starting torque to no more than 150% of the running torque (CEMA, 1979; Goodyear, 1982). The limit on the applied starting torque is often the limit of rating of the belt carcass, belt splice, pulley lagging, or shaft deflections. On larger belts and belts with optimized sized components, torque limits of 110% through 125% are common (Elderton, 1986). In addition to a torque limit, the belt starter may be required to limit torque increments that would stretch belting and cause travelling waves. An ideal starting control system would apply a pretension torque to the belt at rest up to the point of breakaway, or movement of the entire belt, then a torque equal to the movement requirements of the belt with load plus a constant torque to accelerate the inertia of the system components from rest to final running speed. This would minimize system transient forces and belt stretch (Shultz, 1992). Different drive systems exhibit varying ability to control the application of torques to the belt at rest and at different speeds. Also, the conveyor itself exhibits two extremes of loading. An empty belt normally presents the smallest required torque for breakaway and acceleration, while a fully loaded belt presents the highest required torque. A mining drive system must be capable of scaling the applied torque from a 2/1 ratio for a horizontal simple belt arrangement, to a 10/1 range for an inclined or complex belt profile.Thermal Rating.
During starting and running, each drive system may dissipate waste heat. The waste heat may be liberated in the electrical motor, the electrical controls,, the couplings, the speed reducer, or the belt braking system. The thermal load of each start Is dependent on the amount of belt load and the duration of the start. The designer must fulfill the application requirements for repeated starts after running the conveyor at full load. Typical mining belt starting duties vary from 3 to 10 starts per hour equally spaced, or 2 to 4 starts in succession. Repeated starting may require the derating or oversizing of system components. There is a direct relationship between thermal rating for repeated starts and costs.Variable Speed.
Some belt drive systems are suitable for controlling the starting torque and speed, but only run at constant speed. Some belt applications would require a drive system capable of running for extended periods at less than full speed. This is useful when the drive load must be shared with other drives, the belt is used as a process feeder for rate control of the conveyed material, the belt speed is optimized for the haulage rate, the belt is used at slower speeds to transport men or materials, or the belt is run a slow inspection or inching speed for maintenance purposes (Hager, 1991). The variable speed belt drive will require a control system based on some algorithm to regulate operating speed.Regeneration or Overhauling Load.
Some belt profiles present the potential for overhauling loads where the belt system supplies energy to the drive system. Not all drive systems have the ability to accept regenerated energy from the load. Some drives can accept energy from the load and return it to the power line for use by other loads. Other drives accept energy from the load and dissipate it into designated dynamic or mechanical braking elements. Some belt profiles switch from motoring to regeneration during operation. Can the drive system accept regenerated energy of a certain magnitude for the application? Does the drive system have to control or modulate the amount of retarding force during overhauling? Does the overhauling occur when running and starting?Maintenance and Supporting Systems.
Each drive system will require periodic preventative maintenance. Replaceable items would include motor brushes, bearings, brake pads, dissipation resistors, oils, and cooling water. If the drive system is conservatively engineered and operated, the lower stress on consumables will result in lower maintenance costs. Some drives require supporting systems such as circulating oil for lubrication, cooling air or water, environmental dust filtering, or computer instrumentation. The maintenance of the supporting systems can affect the reliability of the drive system.Cost.
The drive designer will examine the cost of each drive system. The total cost is the sum of the first capital cost to acquire the drive, the cost to install and commission the drive, the cost to operate the drive, and the cost to maintain the drive. The cost for power to operate the drive may vary widely with different locations. The designer strives to meet all system performance requirements at lowest total cost. Often more than one drive system may satisfy all system performance criterion at competitive costs.Complexity.
The preferred drive arrangement is the simplest, such as a single motor driving through a single head pulley. However, mechanical, economic, and functional requirements often necessitate the use of complex drives. The belt designer must balance the need for sophistication against the problems that accompany complex systems. Complex systems require additional design engineering for successful deployment. An often overlooked cost in a complex system is the cost of training onsite personnel, or the cost of downtime as a result of insufficient training.Multiple Drives.
A simple belt is often driven by one drive pulley. Some more complex belts are driven by multiple, independent pulleys. These pulleys may be near each other, or at different belt locations. Multiple drives allow the belt designer to increase the driven horsepower, while maintaining or reducing belt fabric tensions. Multiple drives require a drive starting and running system that allows for coordination between drives. Multiple drives of different sizes or different belt wrap angles may require a load proportion scheme (load sharing). Load sharing requires one of the drives to operate at a lower torque rating during starting, or also during running conditions. Will the multiple drive belt system operate with one or more prime movers out of service? Multiple drives at different locations will require a distributed control system (Gallina, 1991; Sur, 1987).Conveyor Jam. It is possible for a running belt conveyor to encounter a mechanical jam of the belt fabric. The drive system will continue to impart torque to the fabric up to the slip of the fabric on the drive pulley. Different drives vary In the application of breakdown torque to the stalled machine. It is important for the drive designer to examine the rotating inertia in the drive system. The prime mover motor rotor and all other rotating parts may contribute significant kinetic energy to the stalled belt. The drive response to the stall and the application of the torque limit may vary.
Control System.
Each drive system will require a base case permissive control system for starting and running supervision. Most belt drive systems today use some form of computer control. The computer control systems all depend on field sensors for measurement and reporting of drive parameters. The belt drive designer must determine the minimum required number and location of the field devices for adequate control. The drive control system will require power switchgear and control switchgear with provisions for "lockout" for conveyor maintenance and service. Lockout applies to sources of electrical, hydraulic, pneumatic, and gravity energySOFT START METHODS OVERVIEW
Introduction
We will examine the starting mechanism for the conveyor drive system. The system approach will group the electrical prime mover with control, the high and low speed couplings, the speed reducer, and the drive pulley for examination. The belt conveyor will require a force to initiate movement, termed breakaway torque. In movement, the conveyor will require torque to support existing motion and torque to support acceleration to running speed within the time and thermal limits imposed by the system. The resultant acceleration is proportional to the applied force divided by the mass in the system according to Newton's second law, where the mass is the system equivalent weight, or external inertia, divided by the force of gravity. More commonly, the belt designer will calculate the Wk2, or the weight of the system times the square of the radius of gyration. It is important that the designer add the drive system external inertia to the belt system inertia in order to view total system inertia. System inertias are modelled at the rotating speed of the electrical prime mover, or at the linear speed of the belt fabric. All system external inertias must be referred to a common base (Harper, 1960).
AC Induction Motor with Full Voltage Starting and Direct Couplings
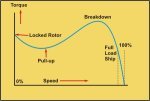
The most common electric motor for driving belt conveyors is the alternating current squirrel cage induction motor. The AC induction motor utilizes current applied to stator windings arranged in pole groups which induces power into the rotor windings. The rotor windings are arranged in pole groups and shorted at the end by conducting end rings. When the stator is supplied by a three phase source, it will produce a magnetic field that rotates at a synchronous speed as determined by the number of poles and the applied frequency. For a 60 hertz source, the common synchronous speeds available for motors are 3600 rpm for two pole, 1800 rpm for 4 pole, 1200 rpm for 6 pole, 900 rpm for 8 pole, and so on. For belts, the 1800 rpm and 1200 rpm are most common. The rotor then rotates at the synchronous rpm for no load and slows to the full load rpm at full load torque. The lagging in speed below the rotating magnetic field produces mechanical torque and is known as slip. The relationship of the motor torque to motor speed is nearly linear between the no load and full load operating points. Since full load slip is often less than 1-2%, the AC induction motor when running can often be considered a constant speed device. However, during starting we must examine other motor characteristics. In this area of motor operation, the AC induction motor torque is highly non-linear, as shown in figure 1.
At the point of full voltage application of current to the stator with the rotor at standstill, the motor is modelled at "locked rotor torque". "Pull-up torque' is the minimum torque developed by the motor when the rotor is moving and accelerating the load toward the synchronous speed. The maximum torque attained during acceleration is termed "breakdown torque". The motor torque at any speed is a function of the stator resistance and inductance, the rotor resistance and inductance referred to the stator as a function of slip, and the applied voltage squared (Fitzgerald et al., 1971).
The National Electrical Manufacturers Association (NEMA) classifies low voltage AC induction motors through 200 hp into several classes with respect to locked rotor, pull-up, breakdown torques, and running slip. In general, NEMA Design A motors have low to moderate locked rotor torque, low pull-up torque, high breakdown torque, high starting currents, and small running slip. NEMA Design B motors have moderate locked rotor torque, moderate pull-up torque, medium to high breakdown torque, moderate starting current, and moderate running slip. NEMA Design C motors have moderate to high locked rotor torque, high pull-up torque, medium breakdown torque, medium to low starting current, and medium running slip. NEMA Design D motors have high locked rotor torque, high pull-up torque, moderate to low breakdown torque, low starting current, and high running slip. NEMA Design B and Design C motors are most commonly applied to belt conveyors. NEMA Design C motors are usually chosen for direct coupled loads. Although AC Induction motors represent the simplest and most economical means of driving belt conveyors, the standard NEMA motor types do not have ideal characteristics for starting control of the conveyor.
The AC induction motor is available from fractional horsepower through thousands of horsepower. Direct coupled, full voltage starting application is usually limited to small conveyors at moderate speeds and profiles due to the impact of the locked rotor, pull-up, and breakdown torque to the conveyor system during starting. This system offers no controlled torque application. The thermal rating of the starting system is equal to the rating of the motor. Since the motor experiences high currents during starting and acceleration, the number of starts is limited as the motor size is increased. The belt operates as a constant speed device between no load and full load according to motor slip. The drive can handle belt regeneration of power up to the motor rating for extended periods. The induction motor crosses into the generator braking quadrant of operation at synchronous speed plus slip. The faster the motor is driven the more power is generated. The power is absorbed on the power line by other motor loads. This drive requires almost no maintenance or supporting systems. The cost and complexity of this drive type is very low. In many ways, this method represents the base case for simple small conveyors. This drive type can be configured for multiple belt drives at one or more locations. The drives must start together or in close succession from the leader to the follower on the drive side of the fabric. The drives will load share according to the slip torque versus speed curves for each motor. Upon conveyor jam, this drive system will apply full breakdown torque to belt components before stall. This torque may be in excess of 200% of conveyor rating. Jam may be sensed by measuring high motor currents, but it is important to note that at this point in time, the high torque has been applied. The control system for this drive type consists of the base case of conveyor protective devices that simply tell the belt to move or stop.
AC Induction Motor with Reduced Voltage Starting and Direct Coupling
Using the previous base case of the AC induction motor with direct coupling, and adding an electrical starter that can apply reduced voltage to the motor stator, we have the most common type of drive system for mining conveyors. Since the AC induction motor torque at any speed is a function of the square of the applied terminal voltage, if we control the voltage, we can control the torque during starting. There are various forms of reduced voltage starters such as autatransformer, capacitor, reactor, resistor, or silicon controlled rectifier (SCR) type. (Colleran) The autotransformer, capacitor, reactor, and resistor type starters use switching to create step increments of applied terminal voltage, while the SCR type starters allow for continuous control of the applied Root Mean Squared Voltage. The SCR type of starter became economically practical in the 1970s, and dominates the reduced voltage starter classification for conveyors today. (Dunmire) The SCR starter is constructed of solid state materials with no moving or wearing parts. With conservative design in the sizing of components, the SCR starter is very reliable.
SCR starters are commonly available from fractional horsepower to say 1000 horsepower in voltages up 1000 vac. For larger drives, there are some new, first generation, high voltage SCR starter designs for application at 2300 and 4160 vac. To provide good starting torque at locked rotor, the NEMA Design C type motor is usually matched with the SCR starter. However since the motor torque versus speed profile is not linear, the starter must apply a non-linear progression of increasing voltage to produce good torque control. To do this, SCR starter logic offers several common modes of control operation. The first method is open loop voltage control. An initial starting voltage is applied within a 1-3 second ramp period and adjusted to allow for slack take-up and the initial moving of the empty conveyor. Then a linear timed ramp of voltage is applied. This method will control initial torque and accelerating average torque, but will not produce a linear acceleration of the belt. Also, this method makes no allowance for the variation in required torque for the empty versus the loaded conveyor. The second method involves the feedback of the drive load current to the drive logic. This can be used as a current limit or current ramp control. In current limit, the output torqxje is limited to the withstand level of the belt or drive components. This is useful in overmotored drive applications. In the current ramp approach, the current rises linearly txntil locked rotor current of the motor is attained and held until the motor accelerates above breakdown torque speed. This provides a drive that will vary the application rate of voltage between the empty versus loaded conveyor, but does not directly control belt speed. The resultant acceleration produces an S-shaped velocity profile. The third method involves the feedback of a motor or belt speed from a tachometer. In this method, the drive controls the voltage necessary to produce a linear or piecewise linear belt acceleration. This method will produce repeatable velocity versus time profiles for empty and loaded conveyors. However, the feedback algorithm must be tuned for each conveyor mechanical response. If the belt length is changing, the mechanical response will be changing. This method Is often used on belts with severe undulating profiles or optimum fabric sizing.
The drive thermal losses are a function of the forward voltage drop of the SCR devices, normally .7 volts, multiplied by the Root Mean Squared Current through the SCR. The motor losses are a function of the square of the current over the applied acceleration period. Since power is a function of the product of the applied voltage and current, for low voltages the current is many multiples of full load during most of the acceleration period. For extended starting periods on loaded conveyors, this will require derating of the motor for multiple starts. The installation of motor stator temperature detectors can aide the control system in making intelligent decisions about motor starting permissives. This system can control starting torques but makes no allowance for speed control when running. The system can handle regeneration loads up to the rating of the motor. The SCR system requires little maintenance or supporting systems. The cost is low, with the cost of the solid state starter being small multiples of a full voltage line starter. The complexity of the system is low, with plug-in solid state regulators with integral diagnostics. The system can handle simple multiple drives with coarse coordination between starter controls during starting and uncontrolled load sharing according to motor slip curves during running. Conveyor jam torque, again, is only limited by the motor breakdown torque until stall or drive trip. The control system consists of the basic belt controls plus an SCR regulator firing package control with sequencing and diagnostics.
Wound Rotor AC Motor and Direct Coupling Drive
The Wound Rotor AC motor is a traditional conveyor drive for medium to large conveyors. It is often the drive of choice for conveyor starting for large conveyors, difficult conveyor profiles, or repeated start applications. The wound rotor motor is a special construction of the AC induction motor. In a wound rotor construction, the rotor windings are extended to the outside world by means of collector rings and brushes. By inserting resistance and reactance in series with the rotor windings, the motor controller can manipulate the rotor characteristics referred to the stator at slip speed. The wound rotor then has a family of torque versus speed curves for varying external impedance. For starting, a larger resistance/reactance value is placed in series with the rotor and then slowly reduced in value as the motor speed is increased. During acceleration, motor currents are low, typically less than 100-150% of motor nominal rating. Since most of the rotor heating loss is dissipated in the external network, the rotor temperature rise during starting is low. Since stator currents are low, stator heating is low. At full speed the rotor windings may be shorted for high running efficiency at low slip, or an external trim or slip resistor may be left in series with the windings to allow load sharing or limit rate of rise of torque. Rotor voltages vary from several hundred volts on small horsepowers to +3000 volts on larger drives.
Traditionally, Wound Rotor Induction Motor (WRIM) control has been by a full voltage primary cntactor with multiple steps of secondary contactors that bypass progressive steps of external resistance. The resistance is stacked or arranged in steps that allow for discrete increments of acceleration torque. The wattage or thermal rating of the resistance stack determines the start duration and repeat rating of the starter. Usually, a shorting contactor shorts the rotor windings directly for running. This method is termed a "Stepper' WRIM controller. To reduce belt starting torque Increments, additional steps with contactors are added. Remembering that the rotor current is produced at the slip frequency which Is line frequency at rest, and lowering frequency with increasing speed, inductors may be used to expand the range of each step. Stepper methods have been the most common type of WRIM through the 1970s. Today, there are alternatives to WRIM Stepper control methods that allow for greater flexibility, thermal capacity, and control of WRIM drives (Nave, 1988). The first method is an adaptation of the secondary resistance stack into what is termed a "Binary Stack". In this method, the resistance is stacked in groups of a binary progression of per unit resistances of 1,2,4,8,16 and so on. By sequencing the step bypass contactors in a binary progression, an economical number of stepping contactors can produce an almost continuous progression of rotor control. This method Is applicable to all sizes of WRIM. The second method Involves the combination of a WRIM primary SCR voltage regulator with a number of secondary contactor steps. By ramping the primary stator voltage from a minimum value to line voltage, the dynamic range of each secondary resistor step is increased. This method is applicable to smaller WRIM drives where space for the starter is at a premium. The third method involves the application of SCR devices to time duty switch the secondary resistance presented to the rotor. This is termed "Solid State Switching of Rotor Resistance'. By time duty switching control, the effective RMS resistance presented to the rotor may be continuously varied. This produces a stepless control. Since the rotor frequency current is line frequency at rest and decreases with increasing speed, the time switching must synchronize with the rotor frequency. The SCRs are not phase controlled (turned on at varying phase angles during the current sinusoid) as this would produce adverse rotor harmonics. The SCRs are turned off at zero current crossings. This limits the frequency of the time ratio to less than the rotor slip frequency. This method is most applicable to large WRIM drives where stepless acceleration is required. The fourth method involves secondary control with 'Liquid Resistors'. A liquid resistor consists of a tank of water/soda ash solution with a custom probe surface. The liquid resistor is arranged with a set of fixed cylindrical probes and a movable set of probes. For a fixed solution resistivity and probe surface area, the resistor effective resistance can be controlled by the spacing of the movable probe set. On starting, the probes are positioned at maximum spacing. To accelerate the motor, the probes are slowly moved closer to the fixed probe set. The movable probes are driven by a small servo drive, DC drive, or variable frequency drive configured for closed loop computer control. After the probes are moved to a position near the fixed probes, a shorting contactor bypasses the liquid resistor for running. The liquid resistor presents a continuous changing resistance to the rotor. The turndown, or the ratio of the maximum to minimum resistance over the probe travel, for a standard liquid resistor is 30/1. Acceleration is smooth. Stepping torques are avoided. The liquid resistor has a large thermal capacity as sized by the volume of solution and auxiliary solution cooling via heat exchanger. The liquid resistor is flexible for field modification. To lower the resistivity per inch of probe travel, add soda ash to the solution. To raise the resistivity per inch, remove solution and add water. This method Is most applicable to larger WRIM drives where stepless acceleration and high thermal rating are required.
Although applicable to all sizes, today WRIM availability Is biased toward the medium to high horsepowers. It is difficult to find suppliers of small to medium WRIM at an acceptable price. The ability to finely control the starting torque profile is a prime selling point for WRIM drives. The thermal capabilities of the WRIM drive system are large and are dependent on the secondary network rating which Is outside the rotating apparatus. The WRIM is primarily a conveyor starting system, but can be configured for variable speed for a 4/1 speed range. or variable speed, there are large energy losses In the external resistance network so efficiency is low. There is a type of WRIM secondary control where the slip energy is recovered and inserted into the primary power line using solid state inverter techniques and a coupling transformer. This provides continually varying speed with small losses. The WRIM drive can accept overhauling regeneration energy when running up to the motor breakdown rating, but has a severe problem with regeneration during starting with the secondary resistance inserted. The maintenance of the WRIM is low. Brushes wear in the range of 1-2 millimeters per 1000 hours. Supporting systems involve maintenance of the external resistor and cooling systems. The cost of the WRIM drive is 200-250% of base systems for medium horsepowers, and 125-150% of base systems for larger horsepowers. Still, the WRIM is the most common system on large conveyor drives used in mining (Lordi et al., 1983). The electrical complexity of the WRIM drive can vary from medium to highly complex. The drive layout is mechanically simple. The WRIM can be configured for multiple drives. Torques can be finely controlled and proportioned during starting. During running, the drives will share load according to the motor torque versus speed curve slopes. A permanent slip trim resistor can permanently bias the load share characteristics at the expense of energy loss. WRIMs usually have high breakdown torque ,ratings when running shorted. Some designers allow for permanent slip resistors to soften the torque versus speed rise during jam to allow the jam detection time to disconnect the drive. This can require as much as 3-5% of additional slip at the expense of energy loss. Today, the control system for a WRIM drive is usually based on computer control of the secondary resistance switching network based on system parameters such as speed feedback, current feedback, motor temperature, resistance temperature, magnitude of belt load, and multiple drive motor load balance. Computer control apparatus have made such methods as Binary Switching simple and effective. Most control systems for WRIM conveyor drives are custom designed for the application.
DC Motor and Direct Coupling
Prior to the introduction of AC distribution system into coal mines in the 1950s and 1960s, the DC Motor was the most common type of conveyor drive. DC motors are commonly available in series, shunt, and compound windings. The motor rotating armature is wound and brought out to the outside world through brushes. For belt conveyors, usually shunt or compound winding DC motors are used. The traditional DC motor controller for a belt conveyor consisted of a contactor controlled system that controlled armature voltage from low to high during starting to running with a constant shunt field excitation. The armature voltage regulating system usually consisted of a series of resistor elements that were placed in series with the DC motor armature. The system raised voltage by successively removing resistor steps until the motor armature operated on full voltage for running. In a DC shunt motor, the base speed is determined by a constant shunt field excitation current, the motor operating speed is a linear function of the armature voltage, while the motor torque Is a function of the armature current. With the advent of simple AC belt drive systems in the coal mines, the application of DC drive motors to belt systems became unpopular. This was often due to the losses in dropping resistors, the complexity of the control system, and the maintenance of the resistors and motor brushes.
In the late 1960s and 1970s, the development of solid state DC shunt motor control systems, based on Silicon Controlled Rectifiers or Thyristors, made continual variable speed operation of DC shunt motors practical in many industrial applications. The thyristor drive offered low losses, fast response, repeatable control, small packaging, good speed regulation, and motor current limit. Reliability of DC drives on thyristor systems today Is very good. With 20+ years of mill and plant duty, the thyristor drive is very mature. Motor brush life on current limited drives with acceleration and deceleration control is very good. The thyristor DC drive phase controls an AC source to produce a linear variable DC supply for the motor armature while producing a filtered constant DC or a controlled DC for the shunt field. The drive can be configured as an armature voltage regulator or as a speed regulator, both with secondary current loop monitoring and regulation on high currents. The standard voltage regulator will control speed with a 3-5% range and the speed regulator from 1-3% range from no load to full load. Today DC drives are considered for mining conveyors that require variable speed operation for extended periods, multiple full load repeated start capability, very large drives, controlled overhaul regeneration braking, multiple motor active load share, or speed control for process regulation.
DC drives are offered in sizes from fractional horsepower to thousands of horsepower. DC motors are available in different enclosures from open to totally enclosed, with self and forced ventilation systems. On very large drives, DC motors are offered in slow rpm models that eliminate speed reducers. There are wrap around motor mounting designs that also eliminate motor bearings from the design. The DC drive offers precise and repeatable torque control at all speed ranges. The DC motor and controller are thermally rated for continuous operation at all speeds. Multiple repeated starts at reasonable accelerations are not a problem. If the conveyor system is capable of overhauling, or the drive must provide controlled braking force during stopping, the DC drive must be configured with a regenerative four quadrant controller with a second thyristor bridge capable of directing power from the DC motor to the AC power line. The braking or regeneration force can be precisely controlled. The DC drive system requires a low level of maintenance. The DC motor and cooling system requires periodic inspection and cleaning. The cost of a DC drive system varies widely depending on the size and type of motor enclosure and the complexity of the controller. The costs for a medium to large drive system are often 125% of another system configured for starting duty. However, the costs for a DC drive are competitive or lower than other continuously variable speed drive options. The DC drive system is very simple mechanically, but can include complex electronic controls. However, since the control types are mature and widely used in other industries, the reliability and troubleshooting diagnostics are good. DC drives are a good choice for multiple drive systems with precise load share requirements. Multiple DC drives can be configured to "follow" each other with reference to speed, torque, and other system parameters. The response of the DC drive to signal changes Is only limited by the mechanical systems ability to change. In the case of the conveyor jam, the DC drive can limit the motor output torque via a fast acting current limit minor loop. This is normally 150% of the nominal rating, but can be set to lower levels if desired. The control system for a DC drive conveyor consists of the normal belt controls, a thyristor firing control regulator, and possibly a belt tachometer for speed regulation of the drive. Thyristor drives are a source power system harmonics. Larger DC drive installation will require a power system study for harmonic effects on other mine equipment. These effects are greater when the DC drive is configured for regeneration.
There are new variations on the traditional DC drive such as brushless DC. In brushless DC, the motor has stator windings like an AC motor, but has a permanent magnet rotor with north and south poles and a position encoder. The brushless control synthesizes a stator waveform that generates a magnetic field that is always 90 degrees in advance of the rotor position. Brushless DC drives offer full torque at all speeds with precise motor positioning. Brushless DC is limited presently to small to medium sized drives, at a high cost premium.
AC Induction Motor with Variable Frequency Control and Direct Coupling
In this method, a simple AC induction motor Is coupled through a speed reducer to the drive pulley while an electronic controller applies a synthesized AC waveform to the motor stator. The AC motor operating speed is a function of the number of stator poles and the applied line frequency. For example, a 60 hz, 1200 RPM AC motor will run at 600 RPM when supplied with a 30 hz voltage source. Since horsepower is torque times speed, this motor will be running at constant torque but variable horsepower according to speed. The controller that synthesizes the waveform is called a Variable Frequency Inverter (VFI or VFC). Generally, a VFI consists of a rectifier section that takes line frequency and makes DC, and an inverter section that takes the DC and makes an AC source with frequency and voltage control. There are three common types of VFC controllers. The most common is the Pulse Width Modulated type. This consists of a static rectifier section and a transistor inverter section. The frequency and voltage is controlled by modulating the on versus off time of the DC link with high speed switching transistors. This type is most common at voltages up to 575 vac from fractional horsepower to about 300 horsepower. The second type is Variable Voltage Inverters. This design uses power SCRs under phase control to vary the DC supply and power SCRs or transistors to switch the output in a six or twelve-step output waveform to approximate a sinusoid current. This type is common in sizes from several hundred horsepower through 1000 horsepower. The third design is called a Current Source Inverter. In this type power SCRs are used to synthesize an AC square wave current. This type is usually used in larger sizes through several thousand horsepower. In most VFCS, the ratio of the output voltage to frequency is maintained as a constant below base speed in order to not overexcite the motor magnetic fields. Some VFCs can be configured to run above base speed, or operate with an output frequency above the input frequency. The availability and features of these drives Increase each year, while the costs decrease. In certain size ranges, the costs of AC VFC is less expensive than traditional DC. Applications for VFCs for mining conveyors will increase. Presently, VFC type drives are most commonly found on small belts used as part of sample or process control systems, or very large belts for sophisticated-variable speed operation.
VFC drives are available in sizes from fractional horsepower to thousands of horsepower. However, sizes above 100 horsepower command a price and space premium. Since the motor is operating on a variable frequency, variable voltage controlled source at all times, torque control is very precise. For a given frequency output, the motor speed Is proportional to frequency less slip. The thermal rating of the drive is based on the rating of the VFC electronics and the motor cooling capability. Since the electronics are inherently current limited, the VFC will not be run overloaded. The motor rating at speed less than base speed may decrease due to low cooling from the motor fan and increased losses due to synthesized waveforms. Extended operation at low speed may require an external motor cooling fan. VFCs can normally operate as variable speed drives over a 10/1 speed range. Operation at very low speeds may result in torque pulsations to the conveyor. VFCs vary in their ability to accept and conduct regenerated overhauling energy. If the belt profile can result in overhauling, the VFC must be equipped with regeneration or dynamic braking options. The belt designer will have to quantify the overhauling forces in order to equip the VFC with adequate capacity. The reliability of early generation VFCs was poor. The reliability of new VFCs is good if properly installed and protected. Most VFC installation will require a voltage adjusted power supply transformer and extensive active surge suppression. The major supporting systems required for VFC installations are training of maintenance and spare electronic parts. In general, the present costs of VFC systems are higher than other drive systems. VFC drive systems are mechanically simple, but electrically complex. VFC drives can be configured for multiple drives with active controlled load sharing. In the case of conveyor jam, the VFC responsive current limit will set an upper limit for output motor torque. This is nominally 150% on smaller VFCs and as low as 110% on larger units. The control system for a VFC drive system consists of the normal belt permissive controls, a microprocessor based electronic regulator, a power electronic converter with protection, and sometimes a belt speed transducer. There are some large synchronous AC motors in a wraparound design with cycloconverter type VFC drives operating at very low RPMS.
AC Induction Motor with Full Voltage Starting and Fixed Fill Fluid Coupling
This method of conveyor drive has become the most common base case for medium to large conveyors configured for starting duty and simple belt profiles. The fixed fill fluid coupling is normally mounted mechanically between a normal AC Induction motor and a speed reducer. The motor is started across the line. The fluid coupling allows the AC motor to start unloaded. The load accelerates slowly based on the transmitted torque from the coupling, while the coupling absorbs slip energy.
In simple forms, a fluid coupling consists of an input impeller that is attached to the prime mover, an output impeller connected to the driven machinery, and a shell casing that contains a fixed volume of fluid positioned between the impellers. Within this closed volume, the operating fluid circulates In a continuous vortex between the input impeller and the output impeller (runner). The combination is known as the working circuit and the measurement across the outside diameter of the vane toroidal impellers as the profile diameter. The torque transmitted by the coupling is proportional to the difference in moment of the fluid as it enters and leaves each member. The speed difference, or slip, creates a net difference in opposing centrifugal heads of the impeller and runner to circulate fluid against friction and shock losses within the working circuit. The torque required from the prime mover will be only that required by the runner plus that required to sustain the losses. Because fluid couplings are centrifugal machines, the laws of geometry apply; hence, for the same percent slip and filling of the working circuit, the torque transmitted is proportional to the fifth power of the working circuit profile, the cube of the input speed, and the density of the working fluid. For a given frame size, the torque versus speed slip characteristics are altered by changing the fluid fill. The contained fluid is usually thin mineral oil, but synthetics with good constant viscosity characteristics are available. By virtue of the viscous coupling, the transmission of torque transients from motor to belt, or belt to motor, are damped.
For belts, the standard fluid coupling has three problems. The starting torque transmitted after motor starting may be too high, above 200%. This results in rapid belt acceleration and possible shock waves. To extend the start period, the fluid fill must be lowered, resulting in coupling fluid heating during starting and running. The coupling transmission of torque is uncontrolled and uncoordinated with belt loading. To this end, modifications have been made to most standard couplings now used for belts. First, the coupling reserve of fluid has been expanded outside the working chamber of the circuit into delay chamber areas. At rest, these areas fill with fluid, lowering the working circuit level. At start, the working circuit lower level transmits an Initial lower level of torque, 125% to 140%. As the coupling accelerates, centrifugal force causes fluid to flow from the delay chamber through orifices into the working area of the coupling. This raises the transmitted torque slowly, allows for extended acceleration periods, runs the coupling at a more efficient fluid level and expands the thermal capability of the coupling. Now the coupling start time may be adjusted by orifice selection and the final transmitted torque level by fluid fill. Couplings with delay chambers require a period at rest between starts to allow gravity flow of the fluid to the delay chamber. on some couplings, there are multiple orifices that are opened by centrifugal switches as the coupling accelerates the load. To increase thermal capacity for multiple starts, couplings can circulate working oil through expanded coupling storage chambers while running to increase coupling radiated beat rates. Most couplings have a fast heat dissipation rate when running and a slow rate when at rest. In mining applications on conveyors, couplings have to be oversized in order to obtain adequate thermal capacity for multiple starts. If the coupling overheats, a temperature sensor can shutdown and hold off the drive or, at extreme overheat, the working fluid dumps through a melting alloy soft plug for an orifice relief.
The fluid coupling drive attributes are impressive. Fluid couplings are available in all sizes from very small to very large. The coupling is rated as a torque device employed on the high speed motor shaft. Thus the coupling size for the same horsepower is smaller at higher speeds. For fluid coupling drives, 1800 RPM motors are often chosen. The fluid couplings means of torque control is an engineering decision on the desired coupling type, size, orifice, and fluid fill. The orifice and fluid fill may be adjusted in the field with care. The effect of fluid fill on torque and thermal rating is extremely non-linear. The coupling offers no controlled torque by the control system. The thermal rating of the coupling is limited. To increase coupling rating, the designer must increase coupling reservoir volume to a larger size, increase fill, decrease delay fill time, or provide forced ventilation. The fluid coupling is not capable of operating a conveyor at variable running speeds. The fluid coupling can transmit overhauling regeneration forces to the motor when running up to the slip limit of the coupling, however, the holding force during starting is limited. The properly applied fluid coupling requires little maintenance and no supporting systems. The cost of fluid couplings is considered the base case for medium to larger drives. The cost of couplings for small to medium drives is 125% of Reduced Voltage SCR starters. Fluid coupling applications are mechanically and electrically simple. The coupling mounting may impose some overhung loading on motor or speed reducer bearings. Fluid couplings can be used on multiple drive applications for starting. During running, the drives will share load according to the torque versus speed curves of the drive motors and the slip characteristics of the couplings. No active control is available. For conveyor jam, the fluid coupling will limit the rate of rise and magnitude of output torque of the motor to the slip level of the coupling, usually 125-175%. The control system for fluid coupling drives consists of the base case of belt permissives and sensors for fluid coupling overtemperature and fluid dump. The control system should provide for a minimum idle time for drain back and an excessive re-start prevent.
AC Induction Motor with FVNR Starting and Variable Fill Hydrokinetic Coupling
By adding a system for controlling the fill of the fluid coupling during starting and running, the variable speed and controlled torque requirements of some complex conveyors with a hydraulic drive system are addressed. Again, the AC induction motor with line starting is the prime mover. There are many commercial designs of variable fill hydraulic drives. The type most commonly applied to conveyors Is the scoop tube control drive. In this system, the hydraulic working circuit is contained in an inner casing which is surrounded by a rotating reservoir casing. The rotating coupling is designed with a drain orifice that constantly loses working fluid to the reservoir. A sliding scoop tube that is inserted in a stationary axial position to the reservoir determines the suction level for a working circuit supply of oil. By mechanically moving the scoop tube actuator, the fill level of the working circuit may be controlled. The second type of variable fill coupling is the scoop trim design. In this design the scoop tube position determines the withdraw suction level from the reservoir. The fluid passes to a sump where a separate pump returns fluid to the working circuit. This system is more complex, but allows for greater fluid capacity for thermal rating. There are also the less common types of leak-off and put-and-take couplings.
In the variable fill hydraulic drive, an external control positions the scoop tube actuator for transmitted torque control. This type of drive has a torque versus speed curve for each fill level. The drive can control starting torques and vary running speed over a 6/1 ratio. While slipping, the drive loses energy in waste heat in the coupling fluid. An auxiliary cooling system is designed to remove the waste heat. This drive is often used on conveyors that require precise torque control and the ability to run at variable speed for limited periods of time. The variable fill hydraulic drive is usually applied on medium to very large conveyors.
The variable fill hydraulic drive can be found in all sizes. It offers precise torque control, but the speed of response can be slowed by the scoop tube positioner and fluid fill delay time. Also, since no unique position of the scoop tube delivers the same torque, a feedback regulator must adjust the drive for different belt loadings. The thermal rating of the drive system depends on the volume of the fluid and the auxiliary cooling system. The drive can run at variable speeds at the expense of heat losses. The drive can accept regeneration during running up to the limit of the coupling slip at each speed. The drive response to overspeeding during overhauling can be slow. The drive requires regular maintenance of the supporting hydraulic fill and cooling equipment. The cost of this drive type is medium to high depending on size. Positioned between the motor and speed reducer, the drive can be mechanically complex with supporting system piping. The drive can be electrically complex due to feedback regulation and scoop tube position actuators. This drive can be used on multiple drive belts with starting and running torque control between drives. In the case of conveyor jam, the drive can limit the output of motor torque to the slip level of the coupling at any speed. The control system for this drive consists of the base belt control permissives, the control of the coupling level actuator, and control interlock to the supporting systems. Most hydraulic drives will require a belt speed feedback for proper regulation.
AC Induction Motor and Variable Mechanical Transmission Coupling
Horsepower is the product of torque multiplied by speed. For an AC induction motor prime mover with constant speed, the driven belt speed and torque is a function of the speed reducer ratio and drive pulley diameter. A variable mechanical transmission drive is a class of equipment that attempts to the vary the effective speed reducer ratio continuously while running. The most common type of this drive in U.S. coal mines is the Controlled Start Transmission by Reliance Dodge. In this drive the AC motor starts across the line and accelerates to full speed at no load. The drive input shaft is connected to a sun gear planetary speed reducer. The sun gear rotates the three planet gears which spin an outside ring gear. The ring gear is coupled to the output shaft by a hydroviscous clutch disk pack termed a reaction brake. By controlling the hydraulic pressure on the clutch pack, the running slip may be varied. The clutch pressure is slowly ramped to apply a retarding force to the ring gear. The output shaft speed increases in reverse relationship to the speed of the ring gear. At full speed, the reaction brake is fully locked. The hydraulic oil circulates from the hydroviscous clutch brake to an external cooler for heat dissipation. The CST can provide a starting and running speed control system over an extended range. The CST takes the place of the starter and speed reducer in the system. The CST drive is commonly used on medium to large sized conveyor drives where precise starting control and some variable speed operation is required. There are other commercial mechanical speed ratio type drives that can be used for conveyor starting systems. Their descriptions vary with manufacturer.
Variable speed mechanical drives are available from fractional horsepower through large sized applications. In the case of the Dodge GST, planetary gear ratings limit the size of the horsepower and the gear reduction ratio. The GST type drive offers continuous and precise torque control with response determined by the hydraulic pressure response time. The thermal rating of the drive Is determined by the operation time at variable speed and the rating of the external oil cooling system. The drive can operate over a variable speed range for continuous and extended periods over a limited speed ratio depending on size. The CST drive can handle regeneration overhauling force up to the limit of the clutch pack slipping force when running at less than full speed, and up to motor rating at full speed. The CST system requires a medium level of supporting systems for operation related to the hydraulic power unit with oil cooling and oil circulation. The life and strength rating of the gear units can be equal to or less than traditional speed reducer units. The cost of the CST drive type is about 200% of the base fluid coupling case in medium sized applications. The layout feature of the combined coupling speed reducer unit may reduce Installation costs. The system is medium in mechanical and electrical complexity. The CST system can be configured with multiple drives with active load sharing during starting and running. In the case of conveyor jam, the CST system will provide a slip torque limit when running at less than lock up speed, but will pass full motor breakdown torque when running at lock up. The control system for the CST consists of the base case of conveyor permissives, a regulator for the hydraulic pressure to the clutch packs, the control of the auxiliary cooling, and protective devices for transmission overheating.
Other Conveyor Drives
There are other types of conveyor drives that may be encountered in use, but are less common. An eddy current coupling is a magnetic coupling. non-contact, smooth rotor, and stator that couples a constant speed AC motor to a load. By varying the excitation magnetic field on the coupling, the slip may be controlled. Waste beat is dissipated in the coupling frame. Eddy current couplings were used on larger conveyor systems, but are not in common use today. There are hydroviscous drives that couple between the AC motor and the load. The hydroviscous drive is a fluid drive that depends on the amount of pressure between impeller units to determine the coupling torque. Slip energy is dissipated in the fluid. These units are less common on conveyors than hydrokinetic fluid couplings. Hydrostatic drives are adaptations of fluid couplings where a reaction impeller is placed in the working circuit between the drive impeller and the output runner. By controlling the reaction impeller slip, the output runner torque may be manipulated. This Is the principle of many automotive type torque converters. There are other drive types that are beyond the scope of this discussion.
SOFT START DRIVE CONTROL LOGIC
Each drive system will require a control system to regulate the starting mechanism. The most common type of control used on smaller to medium sized drives with simple profiles is termed "Open Loop Acceleration Control". In open loop, the control system is previously configured to sequence the starting mechanism in a prescribed manner, usually based on time. In open loop control, drive operating parameters such as current, torque, or speed do not influence sequence operation. This method presumes that the control designer has adequately modeled drive system performance on the conveyor. For larger or more complex belts, "Closed Loop" or "Feedback" control may he utilized. In closed loop control, during starting, the control system monitors via sensors drive operating parameters such as current level of the motor, speed of the belt, or force on the belt, and modifies the starting sequence to control, limit, or optimize one or wore parameters. Closed loop control systems modify the starting applied force between an empty and fully loaded conveyor. The constants In the mathematical model related to the measured variable versus the system drive response are termed the tuning constants. These constants must be properly adjusted for successful application to each conveyor. The most common schemes for closed loop control of conveyor starts are tachometer feedback for speed control and load cell force or drive force feedback for torque control.
On some complex systems, It is desirable to have the closed loop control system adjust itself for various encountered conveyor conditions. This is termed "Adaptive Control". These extremes can Involve vast variations in loadings, temperature of the belting, location of the loading on the profile, or multiple drive options on the conveyor. There are three common adaptive methods. The first involves decisions made before the start, or 'Prestart Conditioning'. If the control system could know that the belt is empty, it would reduce initial force and lengthen the application of acceleration force to full speed. If the belt is loaded, the control system would apply pretension forces under stall for less time and supply sufficient torque to adequately accelerate the belt in a timely manner. Since the belt only became loaded during previous running by loading the drive, the average drive current can be sampled when running and retained in a first-in-first-out buffer memory that reflects the belt conveyance time. Then at shutdown the FIFO average may be use4 to precondition some open loop and closed loop setpoints for the next start. The second method involves decisions that are based on drive observations that occur during initial starting or "Motion Proving'. This usually involves a comparison In time of the drive current or force versus the belt speed. if the drive current or force required early in the sequence is low and motion is initiated, the belt must be unloaded. If the drive current or force required is high and motion is slow in starting, the conveyor must be loaded. This decision can be divided in zones and used to modify the middle and finish of the start sequence control. The third method involves a comparison of the belt speed versus time for this start against historical limits of belt acceleration, or 'Acceleration Envelope Monitoring'. At start, the belt speed is measured versus time. This is compared with two limiting belt speed curves that are retained in control system memory. The first curve profiles the empty belt when accelerated, and the second one the fully loaded belt. Thus, If the current speed versus time is lower than the loaded profile, it may indicate that the belt Is overloaded, impeded, or drive malfunction. If the current speed versus time is higher than the empty profile, it may indicate a broken belt, coupling, or drive malfunction. In either case, the current start is aborted and an alarm issued.
CONCLUSION
The best belt starting system is one that provides acceptable performance under all belt load Conditions at a reasonable cost with high reliability. No one starting system meets all needs. The belt designer must define the starting system attributes that are required for each belt. In general, the AC induction motor with full voltage starting Is confined to small belts with simple profiles. The AC induction motor with reduced voltage SCR starting is the base case mining starter for underground belts from small to medium sizes. With recent improvements, the AC motor with fixed fill fluid couplings is the base case for medium to large conveyors with simple profiles. The Wound Rotor Induction Motor drive is the traditional choice for medium to large belts with repeated starting duty or complex profiles that require precise torque control. The DC motor drive, Variable Fill Hydrokinetic drive, and the Variable Mechanical Transmission drive compete for application on belts with extreme profiles or variable speed at running requirements. The choice is dependent on location environment, competitive price, operating energy losses, speed response, and user familiarity. AC Variable Frequency drive and Brushless DC applications are limited to small to medium sized belts that require precise speed control due to higher present costs and complexity. However, with continuing competitive and technical improvements, the use of synthesized waveform electronic drives will expand.
REFERENCES
Conveyor Equipment Manufacturers Association, 1979, Belt Conveyors for Bulk Materials, Second Edition, CBI Publishing, Boston, pp. 36, 93, 102, 124 and 128.
Colleran, P.J. and Rogers, W.E., 1983, "Controlled Starting of AC Induction Motors,' Transactions, IEEE Industry Applications, Vol IA-19, No. 6, Noy/Dec, pp. 1014-1018.
Dunmire, H.T., 1976, 'Solid State Motor Starting for the Mining Industry,' Proceedinp-s, Third West Virginia University Conference on Coal Mine Technology, August 4-6, pp. 7.1-7.6.
Elderton, J., 1986, "Variable Fill Fluid Couplings for Mining Applications,' CIM Bulletin, Vol. 79, Number 893, September, pp. 69-75.
Fitzgerald, A.E., Kingsley, Charles Jr., and Kusko, Alexander, 1971, 'Induction Motors, Steady State, 11 Electric Machinery, Third Edition, McCraw-Hill Inc., New York, pp. 336-381.
Gallina, R., 1991, 'Decreasing Tensions In a Belt Conveyor by Using Multiple-Pulley Drives,' Bulk Solids Handling, Vol. 11, Number 4, November, pp. 829-834.
Goodyear Tire and Rubber Company, 1982, Handbook of Conveyor and Elevator Beltine, Goodyear, Akron, pp. 4-1, 9-12.
Hager, M., 1991, 'Chances for Developments In Belt Conveyor Technology in Open Pit Mines,' Bulk Solids Handling, Volume 11, Number 1, March, pp. 157-167.
Harper, J.W., 1960, 'The Significance of Vk2 and How To Calculate It,' Product Engineeriniz, June 27, pp. 39-46.
Harrison, A. , 1987, 'Future Design of Belt Conveyors Using Dynamic Analysis, Bulk Solids Handling, Vol. 7, Number 3, June, pp. 375-379.
Llewellyn, Jack and Sudarshan, K. Riyat, 1978, 'Intermediate Drive Belt Conveyor," U.S.D.O.E. ET-76-C-01-9020, December, U.S. Department of Energy, pp. 14, 28.1
Lordi, A. C. , Spilker, E.C., and Albers, T.J., 1983, 'Technical Aspects of Overland Conveyors," Bulk Solids Handling, Vol. 3, Number 2, June, pp. 235-246.
Nave, M.L., 1988, 'Modern wound Rotor Induction Motor Control Methods for Coal Mining Conveyors," Transactions, Ninth .West Virginia University, International Mining Electrotechnology Conference, July 26-29.
Shultz, J.E., 1992, 'Effectively Controlling Conveyor Acceleration, " Coal, Vol. 97, No. 5, May, pp. 53-54.
Sur, S., 1987, "Dual Drives for Belt Conveyors," Bulk Solids Handling, Vol. 7, Number 4, August, pp. 509-514.
Surtees, A.J. , 1986, 'Longitudinal Stress Occurring in Long Conveyor Belts During Starting and Stopping," Bulk Solids Handling, Vol. 6, Number 4, August, pp. 737-741.
Zur, T.W., 1986, "Viscoelastic Properties of Conveyor Belts", Bulk Solids Handlins, Vol. 6, Number 3, June, pp. 553-560.
![]()