Utilizing Fluid Couplings to Improve Conveyor Startup
Introduction
Bulk material handling conveyors are becoming faster, wider and larger, necessitating increased power to meet today's demand for higher productivity. The ability of the drive system to start the conveyor slowly and smoothly is crucial to a company's bottom line. If starting torques are too high, the risk is increased for equipment damage, spillage, downtime and unnecessary expense.
Importance of Soft Start
The starting of AC motor systems can produce excessive belt tension and rapid acceleration rates. In fact, AC motors often exceed 250% of full load torque during startup. Also, the motor current can remain at up to 600% of full load during acceleration. Ultimately, high current builds up heat that can drastically shorten the motor's life expectancy. With empty or partially loaded belts, the acceleration rate will be even faster and the excessive high-torque shock loads during startup can eventually surpass the belt's design limits. Belts can be damaged, splices can break and take-up problems may occur, not to mention the high potential of material spillage.
In either case, with belts empty or full, the threat remains for lost profits associated with downtime and belt breakage costs. Fluid couplings offer a 'soft start' option specifically for conveyor drive systems to prevent such damage and loss.
Under both loaded and unloaded starting conditions, fluid couplings are designed to provide smooth conveyor acceleration by keeping initial starting torque as low as 40% of full load, controlling acceleration, and dampening shock and vibration.
How Fluid couplings work
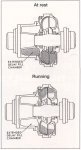
Fluid coupling operation is based on a hydrokinetic principle with the power transmitted through hydraulic fluid. Inside the coupling are two basic elements: an "impeller" acting as a centrifugal pump and a "runner" acting as a hydraulic turbine. There is no mechanical connection between driven and driving shafts.
When the AC motor is started, the driven impeller begins to centrifugally pump fluid within the coupling to the stationary runner. As the runner torque increases to conveyor breakaway, the runner starts rotating and begins to accelerate the driven load. Starting torque is gradually increased and controlled as power is transmitted smoothly to the driven load (see Fig. 1).
Fig 1 : The torque to the driven machine starts at zero (point C) and gradually increases as the fluid coupling impeller accelerates to Point D. When the fluid coupling output torque exceeds the breakaway starting torque of the driven machine (Point D), the driven machinery gradually accelerates to full speed. Full-speed acceleration times can range from 8 to 50 seconds
The time it takes a fluid coupling to start and accelerate a load depends on several factors including the resistive load torque, the driven inertia and the torque transmitted by the fluid coupling. With most fluid couplings, typical belt conveyor acceleration times range from a few seconds to over 60 seconds, depending on the load conditions.
Acceleration Time
On conveyor applications, most fluid couplings are designed with delay fill chambers that retain a portion of the working circuit fluid during the initial start. Since the amount of fluid in the working circuit determines the output torque, acceleration time can be varied by adjusting fluid levels. Also, initial starting torque can be lowered to meet conveyor needs.
After the AC motor is started and accelerates, fluid from the delay chamber is slowly metered into the working circuit. Metering orifices should be changeable, allowing torque build up and acceleration to be tailored to the conveyor needs (see Fig. 2)
Fig. 2: Fluid couplings with extended-delay chambers permit fluid to be slowly metered into the working circuit providing initial torques as low as 40% of full load power and lengthens the torque build-up time Fluid Coupling Efficiency
At operating speed and full load, fluid couplings remain highly efficient. Since all the mechanical components, i.e. shaft seals, bearings, runner, and impeller, are operating at virtually the same speed, there are few mechanical losses and the output torque is essentially equal to the input torque.
Fig 3 : Starting torque is gradually increased and controlled as power is transmitted smoothly to the driven load A simple method for determining fluid coupling efficiency includes a comparison of output speed vs. AC motor speed.
With percentage differences normally ranging between 1 and 4%, full-load running efficiencies between 99% and 96% are possible. AC motor power does not need to be increased to take advantage of fluid coupling benefits (see Fig. 3). Slow start up times and the ability to operate in the 100% "slip" mode also make fluid couplings useful on conveyors incorporating two or more drives on the head-shaft and secondary pulleys. By sequence starting motors with 3 to 4 second delay, both loaded and empty starting times can be further increased, minimizing line voltage drop problems caused by excessive inrush current. Such configurations can also reduce excessive belt tension, which prolongs belt life.
Fluid couplings also provide a simple method to load balance two or more drives operating on the same headshaft or secondary pulley. For instance, once full-load power on each drive is recorded, the working fluid can be increased or decreased slightly ensuring each drive delivers its share of the power.
Fig 4 : Typical belt conveyor drive includes (right to left) motor, fluid coupling and gear drive.
Fig 5 : The torque build-up transmitted to the load can be regulated by changing metering orifices on Falk's fluid coupling. Reducing Motor Demand
A standard Nema B design is usually all that is required to operate conveyors utilizing fluid couplings, because, in effect, motors are started under virtually no load. AS a result, motors and switch gear can be properly sized for the running load without concerns of having enough acceleration torque capability. High starting current duration is minimized which reduces heat build-up and can significantly increase motor life.
Overload Protection
Fluid couplings protect beyond startup. They can also guard driven equipment in the event of high overload or jam conditions. When a sudden jam occurs, fluid couplings remove the inertia effect of the AC motor and act as shock absorbers, spreading the impact over a longer time period as coupling slip increases.
If a gradual overload occurs, fluid coupling slip will again increase, reducing the coupling's output speed and allowing the conveyor to stall safely. Of course, stalling or repeated full-load starts can cause the coupling fluid temperature to rise to unacceptable operating levels.
To guard against excessive fluid temperatures, fusible plugs with fixed melting temperatures are often installed for protection. in the event of overheating, hot fluid melts the plug and empties the fluid from the coupling against protective guards, effectively disconnecting power to the driven shaft.
Thermal trip plugs with limit switches provide another safety option without the release of fluid. The trip plug, preset to a determined temperature, operates a limit switch which shuts down the AC motor in the event of fluid overheating. Either the plug or trip switch provide fluid couplings with adequate overload protection.
Mounting Arrangements
Mounting fluid couplings is a simple procedure. Fluid couplings are installed in conjunction with flexible shaft couplings to compensate for driving and driven shaft misalignment.
For easy-in and easy-out servicing without the need to move equipment, mechanical gear or multi-disk couplings are most often used. They allow for easy shaft alignment, require minimum maintenance and equalize the overhung load between the AC motor and the driven equipment
When equipment space is limited, hollow output shaft fluid couplings with flexible input shaft couplings can reduce the distance between equipment shafts to an absolute minimum.
Naturally, the performance requirements of any fluid coupling will be dictated by the conveyor's design parameters. But, fluid couplings offer a myriad of benefits for conveyor drives: controlled soft smooth starts, mechanical/electrical overload protection, reduced heating of electric motors, and effective load balancing, to name a few. Through reduced downtime and longer equipment life, couplings can help improve a company's bottom line.
![]()